الکتروریسی
الکتروریسی فرایندی جهت تولید انواع نانوالیاف و میکروالیاف از محلولهای مواد پلیمری، سرامیکی یا محلولهای کامپوزیتی متشکل از پلیمر- نانوذرات و همچنین مذابهای مواد مذکور میباشد. این ایده را اولین بار زلنی(zeleny) مطرح، سپس در سال ۱۹۳۴ فرماهالز آن را ثبت و در سال ۱۹۹۰ دکتر رنکر (Reneker) آن را بازسازی کرد. در روش الکتروریسی هم از مذاب و هم از محلول پلیمری میتوان استفاده کرد. الکتروریسی را ریسندگی الکترواستاتیکی یا برقریسی نیز نامیدهاند. این روش برای تولید نانوذرات از طریق فرایند الکترواسپری نیز کاربرد دارد.
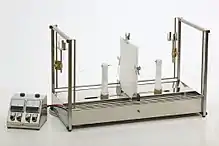
در روش الکتروریسی از یک منبع تغذیه ولتاژ بالا جهت تولید بار الکتریکی در جریان محلول یا مذاب پلیمری استفاده میشود. بهمنظور تولید نانوالیاف، یکی از الکترودهای منبع تغذیه ولتاژ بالا به محلول پلیمری و الکترود دیگر به زمین یا به جمعکننده رسانا متصل میگردد. با عبور محلول از درون لوله موئینه، در اثر میدان الکتریکی حاصل از منبع تغذیه ولتاژ بالا مابین نوک لوله موئینه و جمعکننده متصل به زمین، سیال باردار شده و از نوک لوله موئینه به سمت جمعکننده کشیده میشود. در اثر حرکت سیال، حلال تبخیر شده و رشتههایی با قطر زیر میکرون بر روی جمعکننده تولید می گردد. در اثر اندرکنش نیروهای الکتریکی، بار سطحی جریان سیال، نیروی ویسکوالاستیک و نیز کشش سطحی، حرکت مارپیچی به سیال باردار القاء شده و بر اثر آن نانوالیاف تولیدی بهصورت لایه بههم پیوسته یا بیبافت تولید میگردند.
یک از روشهای الکتروریسی استفاده از چرخهای جمعکننده دوار است که یک لبه نوک تیز در محیط آن وجود دارد. شکل جمعکننده باعث میشود تا یک میدان قوی در نزدیکی لبه چرخ متمرکز شود. این باعث میشود که جریان خروجی دقیقاً روی لبههای جمعکننده متمرکز گردد. سرعت خطی در لبه بیرونی چرخ جمعکننده m/s 22 است (سرعت خطی در هر نقطه از یک دایره دوار برابر حاصل ضرب سرعت دورانی چرخ در فاصله آن نقطه با مرکز دایره است). نانوالیاف پلیمری الکتروریسی شده با قطر میکرونی با این روش به دست میآیند.
در روش دیگر از دو صفحه جمعکننده استفاده میشود که بین آنها یک شکاف قرار دارد. برهمکنش بین میدان الکتریکی در اطراف جمعکنندهها و بارالکترواستاتیکی الیاف باعث اعمال کشش به الیاف نانو در بالای شکاف میشود. بین دو قسمت جمعکننده نیروهای دافعهای وجود دارد که باعث کشیدن شدن نانوالیاف میشود و آنها در در یک جهت خاص مرتب میکند. پارامترهای مؤثر بر ریزساختار نانوالیاف تولیدی در فرایندهای الکتروریسی بسیار متنوع بوده و از اینرو تولید نانوالیاف بهوسیله این روش نیازمند آگاهی از فرایندهای الکتروهیدرودینامیکی سیالات پلیمری، ریولوژی محلولهای پلیمری و نیز علوم الیاف میباشد. در این میان پارامترهای مؤثر بر ریزساختار نانوالیاف تولید شده از طریق فرایندهای الکتروریسی به سه دسته کلی شامل پارامترهای فرایندی، پارامترهای عملیاتی و پارامترهای محیطی تقسیم میگردند. نوع میدان الکترواستاتیک، قدرت میدان، نوع پلیمر، نوع حلال یا ترکیب حلالهای بهکار رفته، دمای مذاب پلیمری، هدایت الکتریکی محلول، جرم مولکولی و توزیع جرم مولکولی پلیمر، افزودنیها، ویسکوزیته سیال، کشش سطحی، ویسکوالاستیسیته پلیمر، فاصله الکتروریسی، نوع و جنس جمعکننده، نسبت طول به قطر موئینه، اتمسفر محیط و نیز حضور رطوبت از جمله پارامترهای مؤثر بر تولید نانوالیاف در فرایندهای الکتروریسی میباشند.
در دهههای گذشته مشکلات ناشی از ماهیت فرایندهای الکتروریسی سبب شده بود که تجاریسازی نانوالیاف و ساخت دستگاههای صنعتی الکتروریسی برای سالیان متمادی غیرممکن گردد. این در حالی است که در چند سال اخیر چندین شرکت آمریکایی و اروپایی موفق شدهاند با بهکارگیری تمهیداتی بر این مشکل فائق آیند. بهطورکلی نانوالیاف تولید شده از طریق فرایندهای الکتروریسی از کاربردهای بسیار زیادی در صنایع و حوزههای مختلف برخوردار میباشند. در این ارتباط میتوان به برخی از کاربردهای مهم نانوالیاف حاصل از فرایندهای الکتروریسی به ترتیب زیر اشاره نم پزشکی، دارویی و بهداشتی
- مهندسی بافت
- پوششهای زخم
- سامانههای کنترلشده رهش
- فیلترهای پزشکی
- تجهیزات و ایمپلنتهای پزشکی
- ماسکهای بهداشتی
- اَبرجاذبها
تولید و ذخیرهسازی انرژی
- پیلهای خورشیدی
- پیلهای سوختی
- ذخیرهسازی هیدروژن
- باتریهای پلیمری
- اَبرخازنها
زیستفناوری و محیط زیست
- حسگرهای زیستی و شیمیایی
- تصفیه آب و پساب
- حذف فلزات سنگین
- غشاءهای تبادل یونی
- فیلتراسیون
- جاذبهای صوت
صنعتی، دفاعی و امنیتی
- پوششهای محافظ در برابر عوامل شیمیایی، بیولوژیکی و الکترومغناطیسی
- کامپوزیتهای تقویتشده با لایههای نانوالیاف
- نانوالیاف کربن
- نسل جدید فیلترها برای مایعات و گازها
فرایند

الکتروریسی در ظاهر روشی بسیار ساده و قابل کنترل جهت تولید الیاف با قطرهایی در محدوده نانومتر است. در ابتدا پلیمرها به عنوان مواد شکلدهندهٔ الیاف بکار میروند، سپس موادی مانند فلزات، سرامیکها و شیشه میتوانند به عنوان مادهٔ تشکیلدهندهٔ الیاف استفاده شوند. در یک فرآیند معمول الکتروریسی در آزمایشگاه، محلول پلیمری یا پلیمر ذوبشده از یک نازل باریک با قطر داخلی در حدود ۱۰۰ میکرون پمپ میشود.
روش الکتروریسی از میدان الکتریکی جهت تولید الیاف با قطر در محدودهٔ نانو تا چند میکرون استفاده میکند. این روش به فرآیندی رایج در میان روشهای تولید نانوالیاف به دلیل سادگی، سرعت، کارایی بالا و آمادهسازی ارزان آن تبدیل شده است. ولتاژ اعمالی به یک قطره از محلول پلیمری، شکلی مخروطی را به وجود آورده و به سمت الکترود مخالف کشیده میشود. در الکتروریسی زاویهٔ مخروط در حدود ۳۰ درجه است. در حرکت به سمت الکترود مخالف، حلال تبخیر شده و الیاف جامد با قطرهایی در محدودهٔ میکرومتر تا نانومتر با سرعت بالا (۴۰ میلی/ثانیه یا بیشتر) بر الکترود مخالف قرار میگیرد[1].
با نگاهی عمیق تر به فرآیند الکتروریسی میتوان به این نتیجه رسید که این فرآیند برخلاف ظاهر سادهٔ آن، بسیار پیچیده است. جت حاوی محلول در یک مسیر مستقیم به سمت الکترود مخالف با طی یک فاصلهٔ مشخص حرکت کرده و پس از نشستن روی الکترود مخالف، ظاهر آن به شدت تغییر میکند. در برخی موارد، مهرههایی به جای الیاف در طول فرآیند الکتروریسی تشکیل میشود. الیافی که حاوی مهره است، الیافی مهره تسبیحی را تشکیل میدهند که تولید این نوع از الیاف به پارامترهای بسیار گستردهای وابسته است. به عنوان مثال، خواص پلیمر مورد استفاده (مانند وزن مولکولی، پراکندگی وزن مولکولی، دمای انتقال شیشه، و حلالیت)، یا خواص محلول پلیمری (مانند ویسکوزیته، ویسکوالاستیک، غلظت، تنش سطحی، و هدایت الکتریکی).
فشار تبخیر حلال و رطوبت نسبی محیط نیز میتواند اثرات مهمی بر نوع الیاف تشکیل شده بگذارد. علاوه بر این، خواص بستر، نرخ تغذیهٔ محلول، قدرت و هندسه میدان الکترودها (و همچنین شکل میدان الکتریکی) نقش بسیار مهمی در شکلگیری الیاف بازی میکنند. هنگامی که ولتاژ بالایی اعمال میشود، یک جت از قطرهای بیشکل تشکیل میشود و به سمت الکترود مخالف حرکت میکند. در طول این مسیر جت محلول به الیافی باریک تبدیل میشود.
در سالهای اخیر نانوالیاف الکتروریسی شده به دلیل خواص منحصر به فردی که دارند کاربردهای گستردهای پیدا کرده است. این خواص شامل نسبت سطح به حجم و تخلخل بالا به همراه اندازه حفرات پایین است. نانوالیاف کاربردهایی مانند غشاءها و سنسورهای فیلتراسیون و کاربردهای بایوپزشکی مانند رسانش دارو، زخمپوش، مهندسی بافت و حسگر زیستی دارد. با افزایش تعداد شرکتهای تولید کنندهٔ دستگاههای الکتروریسی در طول سالهای اخیر، الکتروریسی به شکل گستردهای از یک فرآیند آزمایشگاهی به یک فرآیند صنعتی تبدیل شده است.[2]
وجوه اساسي الکتروريسي[3]
الکتروريسي به عنوان يک روش سريع و ساده براي ساخت الياف پيوسته از ابعاد ميکرون تا نانو در مقايسه با ساير روش هاي متداول نظير کشيدن، سنتز قالبي، جدايي فازي و خود مونتاژي شناخته شده است. فرآيند کشيدن (Drawing) به يک ماده ويسکوالاستيک نياز دارد که بايد براي تنش ها و تغيير شکل هاي زياد در طول کشيدن تا يک تک رشته از نانو الياف خيلي بلند مناسب باشد. در سنتز قالبي يک غشاء نانو متخلخل به عنوان يک قالب براي ساخت نانو الياف به شکل تيوپي (توخالي) يا ليفچه اي استفاده مي شود.
با اين حال از اين روش نمي توان الياف پيوسته به شکل تک رشته تهيه کرد. جدايي فازي يک دوره زماني طولاني براي بدست آوردن الياف نانو متخلخل نياز دارد. زيرا شامل مراحل زيادي نظير انحلال، انعقاد، استخراج، جامد شدن و خشک شدن تا کامل شدن فرآيند است. به همين نحو، خود مونتاژي، يک فرآيند که در آن مواد شيميايي اوليه خودشان را براي رسيدن به الگو و نقش مورد نظر نوآرايي مي کنند. بنابراين فرآيند توليد نانو الياف زمان بر است.
يک الکترود در داخل محلول/ مذاب پليمري قرار داده شده است و يک الکترود ديگر به جمع کننده اي که به زمين متصل است وصل مي شود. چنانكه پيشتر گفته شد ، هنگامي که يک ولتاژ بالا استفاده مي شود در دافعه بارهاي روي سطح سيال که باعث ايجاد نيرويي بر خلاف جهت کشش سطحي خود سيال مي شود. هنگامي که ميدان الکتريکي افزايش يابد سطح کروي سيال در نوک پيپت کشيده مي شود تا به شکل مخروط درآيد که همان مخروط تيلور است.
زماني که نيروي دافعه الکتروستاتيک در يک مقدار بحراني از ميدان الکتريکي بر کشش سطحي غلبه کند يک جت باردار شده از مايع از رأس مخروط تيلور خارج ميشود. خاصيتی پيچشي از جت پليمري باردار شده در طول فرآيند ريسندگي مشاهده مي شود.
تبخير حلال از الياف پليمري باردار شده در مسير رسيدن به کالکتر انجام مي پذيرد، که الياف حصيري بافته نشده را به جا مي گذارد.
پارامترهاي فرآيند الکتروريسي[3]
اگرچه بيشتر الياف توليد شده از الکتروريسي فيلامنت هاي جامد مدور هستند اما بر حسب اقتضا مي توان ساختارهاي تيوپي، نواري، مارپيچي و منجوقي نيز توليد کرد.
چند عامل وجود دارد که بر توليد الياف الکتروني شده در فرآيند الکتروريسندگي اثر مي گذارد:
- خواص ذاتي محلول پليمري نظير نوع و وزن مولكولي پليمر، قطبيت حلال، ويسکوزيته، الاستيسيته رسانايي و کشش سطحي محلول.
- عوامل فرآيندي، نظير فاصله گپ بين نوک لوله موئين و جمع کننده(فاصله ريسندگي)، اختلاف پتانسيل اعمالي،سرعت تغذيه محلول و فشار هيدروستاتيک در مخزن محلول.
- تأثيرات محيطي نظير دما، رطوبت و جريان هوا.
میزان تولید[3]
يكي از مشكلات اساسي در تهيه نانوالياف به روش الكتروريسي، مقدار توليد كم نانوالياف است.براي غلبه بر اين مشكل و افزايش ميزان توليد نانوالياف الكتروريسي شده ، از آرايه چند سوزن سرنگ بعنوان ريسنده استفاده شده است.بدليل استفاده از تعداد زياد سوزن سرنگ در اين شيوه، و به منظور جلوگيري از اثر تداخل ميدانهاي الكتريكي بر ساختار نانوالياف حاصل و تهيه نانوالياف با ساختار يكنواخت، نياز به تعيين بسيار دقيق محل ريسنده هاست كه انجام اين امر با دشواري هايي همراه است. بهطور مشابه تلاشهاي ديگري براي افزايش مقدار توليد نانوالياف الكتروريسي شده ، انجام شده است كه اكثرا بر همين اساس هستند. اما نكته ي مهم در اين مورد توجه به عدم تغيير در قطر نانوالياف است.
بهطور كلي تغيير در عوامل محلول ريسندگي باعث تغيير در ساختار و قطر نانوالياف حاصل ميشود. بنابراين از اين عوامل نمي توان براي افزايش مقدار توليد، بدون تغيير در قطر نانوالياف استفاده كرد.
براي الكتروريسي نانوالياف با ساختاري مناسب، لازم است كه در فرايند الكتروريسي، توازن جرمي در انتهاي سوزن سرنگ و منشا جت الكتروريسي حفظ شود.مقدار محلول پليمري منتقل شده به وسيله جت الكتروريسي، تابعي از نيروهاي الكترواستاتيك وارد بر منشا جت الكتروريسي است و با افزايش ميدان الكتريكي(ولتاژ)، افزايش مي يابد.اما، افزايش سرعت خوراك اثري بر آن ندارد و باعث ايجاد آسيب در دسته نانوالياف جمع آوري شده ميشود.بنابراين مقدار خوراك تابعي از عوامل مختلف محلول و فرآيند تعيين شده است، و با افزايش هر چه بيشتر مقدار خوراك بر عكس روشهاي متداول توليد الياف، نميتوان ميزان توليد نانوالياف را افزايش داد. در اين روش ، بنظر ميرسد عواملي كه نيروهاي الكترواستاتيك وارد بر انتهاي سوزن سرنگ و منشا جت الكتروريسي را افزايش ميدهند، سبب ازدياد مقدار توليد نانوالياف ميشوند.
مهمترين عوامل مؤثر بر نيروهاي الكترواستاتيك وارد شده بر انتهاي سوزن سرنگ و منشا جت الكتروريسي ، ولتاژ اعمالي و طول و قطر سوزن سرنگ ميباشند.
با افزايش ولتاژ ميدان الكتريكي افزايش يافته و پيرو آن نيروهاي الكترواستاتيك افزايش مي يابند.اما اين افزايش در ميدان الكتريكي در تمام مسير جت الكتروريسي بر آن اثر گذاشته كه موجب تغيير در قطر و توزیع قطري نانوالياف نهايي ميشود. بدين ترتيب، اگر در كاربرد نهايي، عريض شدن توزيع قطري نانوالياف مشكلي را ايجاد نكند، مي توان با افزايش ولتاژ، مقدار توليد را بشدت افزايش داد. البته بنظر ميرسد، اگر نيروهاي الكتريكي وارد بر جت سيال، فقط در منشا جت الكتروريسي افزايش يابد، مقدار توليد بدون تغيير در قطر نانوالياف توليدي، افزايش مي يابد.
تغيير در برآمدگي نازل (nozzle protrusion) در ميدان الكتريكي، وقتي ميدان الكتريكي ثابت باشد، سبب تغيير جريان الكتريكي در فرآيند الكتروريسي ميشود.اين اثر ميتواند بدليل تغيير در نحوه انتقال بارها در نازل باشد. همچنين چنانكه پيشترنيز گفته شد، طول و قطر سوزن سرنگ نيز از جمله عوامل مؤثر در سرعت تشكيل بارهاي الكتريكي و تغيير مقدار نيروهاي الكترواستاتيك وارد بر سطح قطره معلق در انتهاي سوزن سرنگ ميباشند. بنابراين منطقي خواهد بود، اگر بتوان با تغيير ايندو عامل، نيروهاي الكترواستاتيك را فقط در محل منشا جت افزايش داد، بطوريكه در هر لحظه بارهاي الكتريكي در محل منشا جت سريعتر تشكيل و همراه جت منتقل شوند. بنابراين ميتوان بدون تغيير در قطر الياف نهايي مقدار توليد را در فرآيندالكتروريسي، افزايش داد.
تغيير در قطر سوزن سرنگ اثر معني داري بر ميانگين و توزيع قطري نانوالياف ندارد. بنابراين با كاهش قطر سوزن و در پي آن تشكيل سريعتر بارهاي سطحي در نوك سوزن سرنگ، در يك ولتاژ ثابت، فقط نيروهاي الكترواستاتيك وارد بر انتهاي سوزن سرنگ و منشا جت الكتروريسي افزايش مي يابند. بدين ترتيب، بدون تغيير در قطر نانوالياف حاصل، مقدار محلول پليمري كه با جت الكتروريسي منتقل شده و به نانوالياف تبديل ميشود، افزايش يافته، نانوالياف بيشتري توليد ميشود. البته كاهش زياد قطر سوزن سرنگ، باعث سخت شدن فرآيند خوراك دهي محلول پليمري به درون سوزن سرنگ ميشود.
اثر تغييرات در طول سوزن نيز همانند تغييرات در قطر آن در توزيع قطر نانوالياف حاصل، اندك و قابل چشم پوشي است. ولي با افزايش طول سوزن، نيروهاي الكترواستاتيك زياد شده و توليد افزايش خواهد يافت.البته اين افزايش طول محدوديت دارد و پس از آن تغييري در ميزان توليد نخواهيم داشت.
بهطور كلي با افزايش طول سوزن سرنگ و كاهش قطر آن، همراه با افزايش ولتاژ، ميتوان توليد نانوالياف را بدون تغيير در ابعاد آن، بالا برد.
منابع
- Xue, Jiajia; Wu, Tong; Dai, Yunqian; Xia, Younan (2019-04-24). "Electrospinning and Electrospun Nanofibers: Methods, Materials, and Applications". Chemical Reviews. 119 (8): 5298–5415. doi:10.1021/acs.chemrev.8b00593. ISSN 0009-2665. PMC PMC6589095 Check
|pmc=value (help). PMID 30916938. - Bhardwaj, Nandana; Kundu, Subhas C. (2010-05-01). "Electrospinning: A fascinating fiber fabrication technique". Biotechnology Advances. 28 (3): 325–347. doi:10.1016/j.biotechadv.2010.01.004. ISSN 0734-9750.
- "Process optimization and empirical modeling for electrospun polyacrylonitrile (PAN) nanofiber precursor of carbon nanofibers". European Polymer Journal. 41 (11): 2559–2568. 2005-11-01. doi:10.1016/j.eurpolymj.2005.05.008. ISSN 0014-3057.
مشارکتکنندگان ویکیپدیا. «Electrospinning». در دانشنامهٔ ویکیپدیای انگلیسی، بازبینیشده در ۱۷ مه ۲۰۱۲.