تولید شیشه
تولید شیشه به دو روش اصلی و اساسی تقسیم میشود - فرآیند شیشه شناور که ورقهای شیشهای را تولید می کند و دمیدن شیشه که بطریها و ظروف دیگر را تولید می کند. تولید شیشه در طول تاریخ به روش های متنوعی انجام شده است.


تولید ظرف شیشه ای
به طور کلی ، کارخانه های ظروف شیشهای سازی مدرن از سه بخش عملیاتی تشکیل شدهاند: خانه دسته ای ، انتهای گرم و انتهای سرد . خانه دسته ای مواد خام اولیه را کنترل و تهیه میکند. انتهای گرم فرآیند ساخت درست و مناسب را کنترل می کند - پیش گرم ، ماشین آلات تشکیل و اجاق های بازپخت. و انتهای سرد تجهیزات را بازرسی میکند و بسته بندی محصول را کنترل می کند.
سیستم پردازش دسته ای (خانه دسته ای)
یکی از مراحل اولیه در فرآیند شیشه سازی،پردازش دستهای است.در خانه دسته ای مواد خام اولیه را به راحتی در سیلوهای بزرگ (که با کامیون یا تراموا تغذیه می شوند) نگهداری می کند و این مواد را از 1 تا 5 روز در خود نگه می دارد. برخی از سیستم های دسته ای شامل پردازش مواد مانند غربالگری / غربال مواد خام اولیه ، خشک کردن ، یا پیش گرم شدن (یعنی کولت ) هستند. این خانه دستهای چه به صورت خودکار و چه به صورت دستی ، از طریق مجموعه ای از مجراها ، حمل کننده ها و مقیاس ها ، دستور تهیه مواد خام اولیه شیشهای (دسته ای) را اندازه گیری ، گردآوری و ترکیب میکند و این مواد را وارد کوره میکند. دسته مواد از راه "تغذیه رسان دسته" وارد کوره می شوند. انواع مختلف شیشه ، رنگ ها ، کیفیت دلخواه ، خلوص / در دسترس بودن مواد خام اولیه و طراحی کوره بر روی دستور العمل هر دسته تأثیر می گذارد.
انتهای گرم
انتهای گرم در یک کارخانه شیشه سازی جایی است که شیشه مذاب به محصولات شیشه ای تبدیل می شود. دسته مواد وارد کوره می شود ، سپس به فرآیند شکلدهی ، تصفیه داخلی و بازپخت انتقال می یابد.
در جدولی که در زیر مشاهده میکنید،نقاط متداول با گرانروی ثابت ، قابل مصرف در آزمایشگاه برای تولید شیشه در مقیاس بزرگ و ذوب شیشه آزمایشی آورده شده است : [1]
| log 10 (η، Pa · s) | log 10 (η، P) | شرح |
|---|---|---|
| 1 | 2 | نقطه ذوب (همگن شدن و ریز کردن ذوب شیشه) |
| 3 | 4 | نقطه کار (فشار دادن ، دمیدن ، تشکیل gob) |
| 4 | 5 | نقطه جریان |
| 6.6 | 7.6 | نقطه نرم شدن Littleton (شیشه در وزن خود تغییر شکل می دهد). روش های استاندارد ASTM C338 ، ISO 7884-3) |
| 8-10 | 9–11 | نقطه نرم شدن اتساعی ، T d ، بسته به بار [2] |
| 10.5 | 11.5 | نقطه تغییر شکل (شیشه در طی وزن خود در مقیاس μm طی چند ساعت تغییر شکل می دهد. ) |
| 11–12.3 | 12–13.3 | دمای انتقال شیشه ، T g |
| 12 | 13 | نقطه پخت (استرس در عرض چند دقیقه برطرف می شود). ) |
| 13.5 | 14.5 | نقطه کرنش (استرس در طی چند ساعت کاهش می یابد). ) |
کوره

دسته با سرعتی آرام و کنترل شده توسط سیستمی که دسته مواد را پردازش میکند، وارد کوره می شود. این کوره ها از گاز طبیعی - یا سوخت مازوت استفاده میکنند و در دماهایی تا دمای ۱٬۵۷۵ درجه سلسیوس (۲٬۸۶۷ درجه فارنهایت) کار میکنند. [3] محدودیتهای این دما در کیفیت مواد روبنایی کوره و یا در ترکیب شیشه است. انواع کوره های مورد استفاده در ساختن ظروف شیشهای شامل درگاه انتهایی (با سوخت نهایی) ، پورت جانبی و سوخت اکسی است . به طور معمول ، اندازه کوره براساس ظرفیت تولید متریک در روز (MTPD) طبقه بندی می شود.
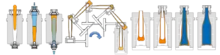
روند شکل گیری
در حال حاضر دو روش اصلی و اساسی برای ساخت ظروف شیشه ای وجود دارد: روش دمیدن و دمیدن فقط برای ظروفی با دهانه باریک ، و روش فشار و دمیدن برای ظروف دهانه گشاد و ظروف مخروطی دهانه باریک استفاده می شود.
در هر دو روش ، جریانی از مذاب شیشه در دمای پلاستیک خود ( ۱٬۰۵۰–۱٬۲۰۰ درجه سلسیوس (۱٬۹۲۰–۲٬۱۹۰ درجه فارنهایت) ) با تیغه برشی،بریده می شود تا یک استوانه جامد از جنس شیشه،که گوب نامیده میشود، شکل گیرد. وزن گوب از پیش به گونهای تعیین میشود که فقط برای درست کردن یک بطری کافی باشد. هر دو فرآیند با افتادن گوب توسط نیروی جاذبه شروع می شوند و از طریق دهانه ها و ناودانها به درون قالبهای خالی هدایت میشوند و دو نیمه آنها بسته می شوند، سپس توسط ممانعت از بالا محکم چسبانده میشوند.

در فرآیند دمیدن و دمیدن [4] شیشه ابتدا از طریق دریچه ای در بافل دمیده می شود ، و با اعمال نیرو آن را تا به داخل قالب حلقه ای سه تکه،که در بازوی دهانه حلقه زیر پشته ها نگهداری می شود ، پایین بیاورد ، تا پایانکاری را تشکیل دهد. اصطلاح "پایانکاری" جزئیاتی مانند سطح آببندی کلاهک ، شبارهای پیچ ، دندانه نگهدارنده برای کلاهک ضد دستکاری و غیره، را در انتهای باز ظرف،توصیف میکند. سپس هوای فشرده شده از طریق شیشه دمیده می شود ، که منجر به ایجاد یک ظرف توخالی و تا حدی شکل گرفته می شود. سپس هوای فشرده شده در مرحله دوم دوباره دمیده می شود تا شکل نهایی به خود بگیرد.
ظروف در دو مرحله اساسی ساخته میشوند. در مرحله اول تمام جزئیات ("پایانکاری") در اطراف دهانه قالب،قالبگیری میشود ، اما در ابتدا بدنه ظرف بسیار کوچکتر از اندازه نهایی آن است. این ظروف نیمه ساخته شده پاریسون نامیده می شوند و بلافاصله پس از دمیدن در قالب به شکل نهایی در می آیند.
"حلقه ها" از پایین توسط یک پیستون کوتاه مهر و موم می شوند. پس از اینکه "حل کردن" تمام میشود ، پیستون کمی جمع میشود ، و اجازه می دهد پوسته شکیلگرفته نرم شود. سپس هوای "ضد دمیدن" از طریق پیستون بالا می آید تا پاریسون را ایجاد کند. بافل به بالا می رود و جای خالی باز می شود. پاریسون توسط "بازوی دهانه حلقه" که به وسیله "پایانکاری" نگه داشته می شود ، با یک قوس به "کناره قالب" معکوس می شود.
هنگامی که بازوی دهانه حلقه به انتهای قوس خود می رسد ، دو نیمه قالب در اطراف پاریسون بسته می شوند. بازوی دهانه حلقه به مقدار کمی باز می شود تا چسب خود را در "پایانکاری" بیرون ریزد، سپس به سمت خالی بازمی گردد.در دمیدن نهایی ، که از طریق "سر دمیدن" انجام میشود ، درون شیشه دمیده میشود ،تا شیشه در داخل قالب گسترش یابد ، و شکل نهایی ظرف را ایجاد کند.
در فرآیند فشار و دمیدن ، [4] پاریسون توسط یک پیستون بلند فلزی ،که به منظور پر کردن حلقه و قالب های خالی ، به سمت بالا حرکت میکند و شیشه را فشار می دهد،تشکیل می شود . [5] سپس فرآیند مانند گذشته ادامه می یابد و پاریسون به قالب که شکل آن نهایی است، منتقل می شود و شیشه به داخل قالب دمیده می شود.
سپس ظرف توسط مکانیزم "خارج کردن" از قالب برداشته شده و بر روی "ورق خنک کننده" نگهداری می شود ، جایی که هوای خنک کننده باعث خنک شدن شیشهای که هنوز نرم است،میشود. سرانجام ، بطری ها توسط "پاروهای بیرون آورنده" ،که دارای کیسههای هوا هستند تا بطری ها پس از قرار گرفتن روی "ورق خنک کننده" به شکل ایستاده باشند،برای حمل و نقل حرکت داده میشوند. آنها اکنون آماده بازپخت هستند.
ماشین آلات شکلدهی

ماشین آلات شکل دهی قطعات تشکیل دهنده ظرف را نگه داشته و به حرکت در می آورند. این ماشین آلات از 19 مکانیزم پایه ای و اساسی تشکیل شده اند تا به بطری شکل دهند و به طور کلی از هوای فشرده (فشار بالا - 3.2 بار و فشار کم - 2.8 بار) نیروی لازم را تامین می کنند ، مکانیزم ها به صورت الکترونیکی تنظیم شده اند تا حرکت تمام مکانیسم ها را با هم هماهنگ کنند. چیدمان ماشین آلات شکل دهی که به طور گسترده ای مورد استفاده قرار می گیرد دستگاه مقطع جداگانه (یا دستگاه آی اس) است. این دستگاه از 5 تا 20 بخش یکسان تشکیل شده است که هر بخش یک مجموعه کامل از مکانیزم های ساخت ظروف را در بر می گیرد. بخش ها در یک صف پشت هم قرار می گیرند ، و تخته های شیشه از طریق یک دریچه متحرک ، به نام توزیع کننده شیشه ، هر بخش را تغذیه می کنند. بخش ها به طور همزمان یک ، دو ، سه یا چهار ظرف را شکل می دهند (که به آنها یک گوش ، دو گوش، سه گوش و چهار گوش گفته می شود ). در مورد چند تخته شیشه ، قیچی ها همزمان این تخته ها را برش می دهند و آنها به طور موازی درون قالب های خالی می افتند.
ماشین آلات شکل دهی تا حد زیادی از هوای فشرده تغذیه می شوند و یک کارخانه شیشه سازی
معمولی چندین کمپرسور بزرگ (30k – 60k cfmدر مجموع) برای تأمین هوای فشرده لازم خواهد داشت. کوره ها ، کمپرسورها و ماشین آلات شکل دهی مقدار زیادی گرمای اتلافی تولید می کنند که به طور کلی توسط آب خنک می شوند. شیشه داغی که در ماشین آلات شکل دهی استفاده نمی شود ، تغییر مسیر می دهدو این شیشه تغییر مسیر داده ( کولت نامیده می شود) به طور کلی توسط آب خنک می شود ، و حتی گاهی اوقات در حمام آب پردازش و خرد می شود. غالباً خنک کننده ها در برجهای خنک کننده تقسیم می شوند که در هنگام تعمیر و نگهداری امکان پشتیبان گیری را فراهم کنند.
فرآیند شیشه شناور

فرآیند شیشه شناور از یک ورق شیشه تشکیل شده است که توسط شیشه مذاب شناور روی یک بستر از فلز مذاب که معمولا قلع است، ساخته می شود ، اگرچه در گذشته از سرب و آلیاژهای مختلف که دارای نقطه ذوب پایین هستند استفاده می شد. با این روش ورق دارای ضخامت کاملا یکنواخت و بسیار مسطح و صاف می شود. پنجره های مدرن از همین فرآیند شیشه شناور تولید می شوند و نمایشگر صفحه تخت نیز با استفاده از همین روش شیشه شناور تولید می شود. بیشتر شیشه های شناور شیشه آهک سودا-دار هستند ، اما مقادیر نسبتاً جزئی بوروسیلیکات [6] هم دارند . [7] فرآیند شیشه شناور همچنین به عنوان فرآیند پیلکینگتون هم شناخته می شود ، که به افتخار یکی از تولید کننده های شیشه بریتانیا پیلکینگتون ، که در دهه 1950 در این روش پیشگام بود ، نامگذاری شده است.
منابع
- Werner Vogel: "Glass Chemistry"; Springer-Verlag Berlin and Heidelberg GmbH & Co. K; 2nd revised edition (November 1994), شابک ۳−۵۴۰−۵۷۵۷۲−۳
- The dilatometric softening point is not identical with the deformation point as sometimes presumed. For reference see experimental data for Td and viscosity in: High temperature glass melt property database for process modeling; Eds.: Thomas P. Seward III and Terese Vascott; The American Ceramic Society, Westerville, Ohio, 2005, شابک ۱−۵۷۴۹۸−۲۲۵−۷
- B. H. W. S. de Jong, "Glass"; in "Ullmann's Encyclopedia of Industrial Chemistry"; 5th edition, vol. A12, VCH Publishers, Weinheim, Germany, 1989, شابک ۳−۵۲۷−۲۰۱۱۲−۲ , pp. 365–432.
- "The Blow and Blow Method". Eurotherm. Retrieved 2013-05-20.
- "Glass-Forming Machine". Farlex. Retrieved 2013-05-20.
- Schott Borofloat
- Not all flat panel display glass is produced by the float glass process. The company Corning is using the overflow downdraw technique, while Schott uses the float glass technique (see Schott website).