اکستروژن
اکستروژن یا برونریزی [1] یکی از روشهای حجمی، برای تغییر شکل مواد به منظور کاهش ضخامت یا سطح مقطع آنها است که در نتیجه آن، قطعاتی با سطح مقطع صاف و عمودی تولید میشوند. جهت انجام فرایند اکستروژن، ماده اولیه موردنظر، به درون قالب اکستروژن که سطح مقطع موردنظر روی آن ایجادشدهاست، فشرده میشود و در نتیجه، قطعه اکسترود شده با سطح مقطع قالب، تولید میشود.[2] دو مزیت این فرایند، نسبت به دیگر روشهای شکلدهی، قابلیت بالا در تولید قطعاتی با سطح مقطع پیچیده و همچنین شکلدهی مواد ترد و شکننده است، زیرا ماده در این روش، تنها تحت فشار و تنش برشی قرار میگیرد. این روش همچنین قطعاتی، با سطح مقطع بسیار باکیفیت و صاف ایجاد میکند و باعث استحکام بیشتر مواد میشود. اکستروژن میتواند پیوسته (تولید قطعات با طول زیاد) یا نیمهپیوسته (تولید چندتکهای) باشد. فرایند اکستروژن میتواند با مواد اولیههای سرد یا گرم انجام شوند. انواع موادی که اکستروژن روی آنها انجام میشود عبارتند از: فلزات، پلیمرها، سرامیکها و مواد غذایی و …
تاریخچه
در سال ۱۷۹۷، Joseph Bramah اولین فرایند اکستروژن برای تولید لوله از مواد نرم زا انجام داد. او ابتدا ماده اولیه فلزی را پیش گرم کرد و آن را بهوسیله یک پیستون دستی متحرک، به داخل قالب حرکت داد. در سال ۱۸۲۰، Thomas Burr، همین فرایند را بهوسیله یک پرس هیدرولیک انجام داد. در سال ۱۸۹۴، Alexander Dick، فرایند اکستروژن را برای آلیاژهای مسی و برنجی نیز گسترش داد.[3]
دستگاه پرس اکستروژن
در این دستگاه از پیستونی قوی جهت اعمال بار یکنواخت بر قطعه مورد نظر و پرس کردن و فشار دادن آن در بدنه دستگاه استفاده میشود. از آنجایی که اصطکاک میان بدنه دستگاه و قطعه زیاد است، درجه حرارت نیز زیاد میشود؛ بنابراین لازم میشود که بدنه دستگاه هر چند بار خنک کاری شود. جهت خنک کاری از آب صابون یا روغن استفاده میشود. جنس بدنه این دستگاه باید مقاوم باشد تا بتواند تنشهای وارد بر آن را تحمل کند. جنس بدنه معمولاً از تنگستن کربوناید است.
فرایند اکستروژن

فرایند اکستروژن، با گرم کردن مواد اولیه (در اکستروژن گرم) شروع میشود. سپس داخل مخزن دستگاه پرس قرار داده میشود. (مواد اولیه فلزی، بهصورت بیلتهای استوانهای ریختهگری شده و داخل مخزن دستگاه پرس قرار میگیرند) سپس یک قطعه حائل بین بیلت و پیستون قرار میگیرد و بیلت توسط پیستون به داخل قالب، فشرده میشود. سپس محصول اکسترود شده از سمت دیگر کشیده میشود تا صاف شود. برای بهبود خواص محصول باید روی آن فرایندهای گرم کاری و سرد کاری انجام شود.[3]
عیوب اکستروژن

- ممکن است روی سطح محصول، ترکهای سطحی اتفاق بیفتد. دلیل ایجاد این ترکها میتواند دمای فرایند اکستروژن، اصطکاک، یا زیاد بودن سرعت پیستون باشد. ترکهای سطحی میتوانند در دما-های پایینتر هم ایجاد شوند و این اتفاق زمانی رخ میدهد که محصول اکستروژن به قالب بچسبد.
- الگوهای جریانی، اکسیدها و آلودگیهای سطحی را به سمت مرکز محصول اکستروژن هدایت می-کنند و باعث کاهش استحکام محصول میشود. این عیب به دلیل وجود اصطکاک و فرایندهای سرد کاری روی لایهٔ خارجی بیلت، اتفاق میافتد.
- ترکهای داخلی که به دلیل وجود تنشهای داخلی، هنگام عبور بیلت از قالب و در اثر نیروی فشاری پیستون در محصول نهایی ایجاد میشود و باعث کاهش استحکام نهایی محصول میشود.
- خطوط سطحی. این خطوط روی محصولات اکستروژن دیده میشوند. ایجاد این عیب به میزان زیادی به کیفیت قالب اکستروژن و نحوه ساخت آن بستگی دارد.. دلیل دیگری که میتواند باعث وجود این عیب در محصولات اکستروژن شود، چسبیدن محصول خروجی به دیواره قالب است.
تجهیزات و انواع روشهای اکستروژن
تجهیزات مختلفی جهت انجام یک فرایند اکستروژن وجود دارد که ۴ ویژگی زیر، باعث تمایز آنها میشوند:
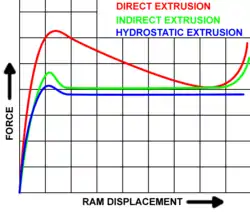
- جهت حرکت محصول اکستروژن نسبت به جهت حرکت پیستون. اگر قالب ساکن باشد و پیستون حرکت کند، فرایند «اکستروژن مستقیم» و اگر پیستون بهصورت ساکن قرار گیرد و قالب درون دستگاه حرکت کند، «اکستروژن غیرمستقیم» نامیده میشود.
- نوع پرس اکستروژن که میتواند عمودی یا افقی باشد.
- نوع سیستم محرک که میتواند هیدرولیک یا مکانیکی باشد.
- نوع بارگذاری آن که میتواند متغیر یا هیدرو استاتیک باشد.
یک متهٔ تک یا دوبل که بهوسیله یک پیستون یا موتور الکتریکی تغذیه میشود، بهوسیله یک فشار هیدرولیک یا یک فرایند مشابه، رانده میشود تا محصولات اکستروژن از ماده اولیه، حاصل شود.
ایجاد حفرههای داخلی
روشهای مختلفی برای ایجاد حفرههای داخلی در یک فرایند اکستروژن وجود دارد. یک راه، استفاده از یک بیلت میانتهی است که درون بیلت اولیه، حفره با شکل موردنظر از ابتدا با یکی از روشهای ساخت، ایجادشدهاست. بهمنظور ایجاد حفرهها، با دقت ابعادی بالاتر از ماندرل استفاده میشود. ماندرلها بر دو نوعند: ۱- ماندرل شناور ۲- ماندرل ثابت
- ماندرل شناور (ماندرل نوع فرانسوی): داخل قطعه حائل بین بیلت و قالب بهصورت آزادانه قرار میگیرد و هنگام انجام فرایند، خود را درون قالب، جا میاندازد و به این ترتیب، حفره موردنظر درون محصول اکستروژن ایجاد میشود.
- ماندرل ثابت (ماندرل نوع آلمانی): همانند قالب ساخته میشود و قبل از قالب قرار میگیرد و در نتیجهٔ عبور از آن، ابتدا حفره داخلی در مواد ایجاد میشود و سپس با عبور از قالب، محصول نهایی اکستروژن ساخته میشود.[4]
اکستروژن مستقیم
اکستروژن مستقیم، رایجترین نوع اکستروژن است که در آن جهت حرکت پیستون و محصول اکستروژن یکسان است. در حقیقت در این روش، قالب ثابت است و پیستون، بیلت را به درون قالب حرکت میدهد. در این روش، بیلت داخل یک محفظهٔ محافظت شده قرار میگیرد. سپس بیلت به وسیله فشار پیستون، به داخل قالب رانده میشود. در این مرحله، یک قطعه حائل بین پیستون و بیلت قرار میگیرد تا آنها را جدا از هم نگه دارد. در نتیجه این فرایند، محصول اکستروژن از سمت دیگر دستگاه، در جهت یکسان با جهت حرکت پیستون، خارج میشود. عیب اصلی این روش نسبت به روش غیرمستقیم این است که در این روش، به دلیل وجود نیروهای اصطکاکی در اثر حرکت بیلت در طول مخزن، نیروی بیشتری جهت شروع فرایند اکستروژن لازم است و با حرکت بیشتر بیلت، این نیرو رفته رفته کاهش مییابد. در انتهای بیلت نیز نیرو به شدت افزایش مییابد؛ زیرا بیلت در این قسمت باریک است و ماده باید بهصورت شعاعی از قالب خارج شود. به همین دلیل انتهای بیلت بدون استفاده میماند و در انتهای فرایند باید بریده شود.[5]
اکستروژن غیرمستقیم
در اکستروژن غیر مستقیم، جهت حرکت پیستون و محصول اکستروژن، مخالف یکدیگر هستند. در این روش، بیلت و محفظهای که بیلت داخل آن قرار دارد، بایکدیگر به سمت قالب که ثابت است حرکت می-کنند. به دلیل اینکه در این روش بیلت و محفظه با یکدیگر حرکت میکنند، نیروهای اصطکاکی بین آنها کاهش مییابد. مزایای این روش عبارتند از:[6]
- %۳۰–۲۵ کاهش اثرات نیروی اصطکاک که به همین دلیل در این روش، میتوان بیلتهای با طول بیشتری را اکسترود کرد.
- به دلیل کاهش حرارت ناشی از اصطکاک، احتمال ایجاد و رشد ترک در محصول اکستروژن، به حداقل میرسد.
- استفاده از این روش باعث کاهش عیوب ناشی از اکستروژن در محصول اکستروژن میشود.
معایب این روش عبارتند از:
- ناخالصیها و عیوب سطحی بیلت، بر روی سطح محصول اکستروژن نیز تأثیر میگذارد.
- کاربرد محدودتری نسبت به اکستروژن مستقیم دارد؛ زیرا محفظهای که قالب در آن قرار میگیرد، باعث محدودیت در ابعاد سطح مقطع محصول میشود.
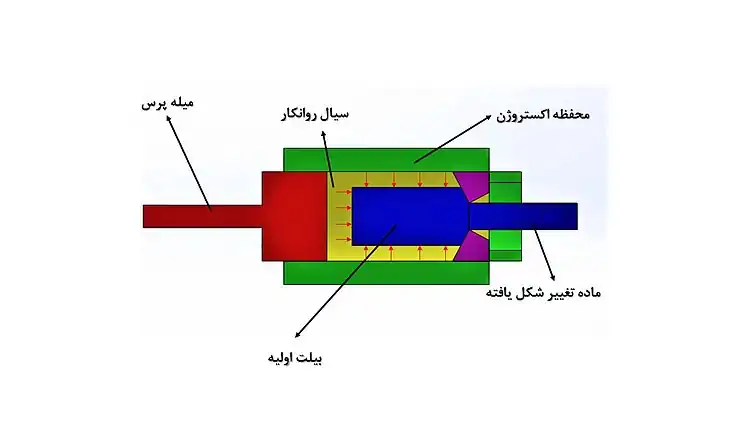
اکستروژن هیدرواستاتیک
یکی از روشهای متداول شکل دهی شدید فلزات، اکستروژن هیدرواستاتیک(Hydrostatic Extrusion) میباشد. این روش نوین جزو زیرشاخههای اکستروژن میباشد که به سه صورت سرد، گرم و داغ انجام میپذیرد. اولین استفاده کاربردی و صنعتی اکستروژن هیدرواستاتیک از سال ۱۸۹۳ میلادی شروع شدهاست. با این وجود، پیشرفت این روش به خصوص در تولید مواد نانو ساختار در سالهای اخیر انجام شدهاست. روش انجام این فرایند بسیار ساده میباشد. بدین صورت که یک بیلت (به صورت استوانهای شکل) اولیه در داخل محفظه اکستروژن قرار میگیرد. سپس توسط پیستون پرس(Ram) مانند، فشار به یک سیال(fluid) منتقل گشته و در نهایت فشار یکنواخت سیال روی بیلت اولیه، موجب تغییر شکل و اکستروژن ماده میگردد. به خاطر ایجاد تغییر شکل یکنواخت و همچنین امکان ایجاد نرخ کرنشهای بالا(104 بر ثانیه) ضریب اصطکاک بین بیلت و قالب کم در نظر گرفته میشود. همچنین با انتخاب زاویه قالب کوچک نیز میتوان به تغییر شکل همگن و یکنواخت دست یافت. با استفاده از این روش میتوان مواد نانو ساختار با اشکال مختلف با سطح مقطعهای پیچیده تولید کرد. با توجه به پارامترهای مختلف فرایند در هر مرحله از اکستروژن، کرنشهای بالا (در حدود هشت) را میتوان ایجاد کرد. البته لازم است ذکر شود که برای رسیدن به مواد با اندازه نانو این فرایند باید در چند مرحله انجام پذیرد. همچنین باید در نظر داشت که نرخ کرنش بالا نباید بیش از حد زیاد باشد زیرا باعث فشار بیش از حد به بدنه قالب میگردد. در این روش به دلیل استفاده از فشار هیدرو استاتیک اکسترود شدن مواد به صورت یکنواخت انجام میگیرد. با مقایسه دیگر روشهای تغییر شکل شدید مانند پرس با قالب زاویه دار(ECAP), پیچش با فشار زیاد(HPT) و اکستروژن دورهای و تکنیک فشار(CEC) میتوان با کرنش کمتر به اندازه دانه یکسان دست یافت.[7]
مزایا و محدودیتهای اکستروژن هیدرواستاتیک
اکستروژن هیدرواستاتیک در مقایسه با اکستروژن سنتی دارای مزایا و معایب مختلف میباشد. از جمله مزایای این روش میتوان به سه مورد اشاره کرد. الف) فشار موجود در این فرایند به طول بیلت مورد آزمایش بستگی ندارد. زیرا اصطکاک بین بیلت و محفظه اکستروژن از بین رفتهاست. ب) فشار کل موجود بین بیلت و محفظه و بیلت با قالب به خاطر عدم وجود اصطکاک ناشی از بیلت با محفظه بسیار کم میباشد. ج) به خاطر اعمال تنش هیدرواستاتیک خمیدگی ماده اکسترود شده وجود نداشته و ماده با ساختار همگن تولید میشود. با این وجود این فرایند دارای محدودیتهایی نیز میباشد که از جمله آنها عبارتند از: الف) مشکل شدن طراحی ایمن محفظه به خاطر استفاده مداوم از فشارهای بالا. ب) بارگذاری پیچیده به خاطر وجود سیال و فشار بالا و در نهایت ج) کاهش راندمان فرایند با افزایش فشار وارد بر سیال.[8] همچنین به خاطر روغن کاری مداوم و سیکل وار در فرایند اکستروژن رفتار چسبش-لغزش (Stick-Slip) مشاهده میشود. این پدیده باعث میشود تا فشار لازم ثابت نبوده و از فشار در حالت ثابت (فشار بهینه) منحرف گردد. پدیده چسبش-لغزش همچنین باعث تغییرات در قطر بیلت و عدم ثبات در فرایند میشود.[8]
پارامترهای اکستروژن هیدرواستاتیک
پارامترهای مختلفی بر روی فرایند تأثیرگذار میباشند. از جمله این پارامترها میتوان به فشار اکستروژن (Pex)، زاویه قالب (die angle)، نرخ اکستروژن (ratio of extrusion) و سیال مورد استفاده اشاره کرد. کنترل هر کدام یک از این پارامترها منجر به تغییرا ت محسوس در فرایند اکستروژن هیدرواستاتیک میگردد.[8]
- ۱ فشار اکستروژن
میتوان با اطمینان گفت یکی از اساسیترین متغیرهای فرایند هیدرواستاتیک تعیین فشار اکستروژن میباشد. به عبارت دیگر، هرگونه اشتباه در تعیین فشار اکستروژن باعث به وجود آمدن اختلال در امر اکستروژن خواهد شد. علاوه بر این، فشار اکستروژن خود تابعی از چهار پارامتر دیگر میباشد. الف) زاویه قالب، ب) نرخ اکستروژن، ج) ضریب اصطکاک و د) استحکام تسلیم ماده بیلت. با افزایش ضریب اصطکاک کار لازم برای غلبه بر نیروی اصطکاک بیشتر شده و به تبع آن فشار لازم برای تغییر شکل بیلت افزایش مییابد. همچنین میتوان گفت که با افزایش استحکام تسلیم، فشار بیشتری برای تغییر شکل ماده نیاز میباشد. در نهایت میتوان اینگونه اظهار داشت که تعیین درست فشار اکستروژن کمک شایانی به بهبود عملکرد اکستروژن هیدرواستاتیک مینماید.[8]
- ۲ زاویه قالب
پارامتر دیگری که نقش مهمی در بالا بردن راندمان کاری دارد، زاویه قالب مورد استفاده در فرایند اکستروژن هیدرواستاتیک میباشد. بهطور کلی سه نوع کار در فرایند اکستروژن وجود دارد. الف) کار تغییر شکل همگن یا کمترین کار لازم برای تغییرشکل بیلت به شکل نهایی، ب) کار مازاد(Redundant Work) که در اثر پدیده برش معکوس در ناحیه تغییر شکل ایجاد میشود و ج) کار نیروی اصطکاک که در اثر اصطکاک بین دیواره قالب و بیلت ایجاد میشود. کار نیروی اصطکاک با زاویه قالب در تناسب میباشد. به عبارت سادهتر، هر چه زاویه قالب افزایش یابد، سطح تماس بین بیلت و دیواره قالب کمتر شده و نیروی اصطکاک کمتر میشود. این پدیده باعث کاهش فشار لازم برای تغییرشکل میگردد. زیرا کار لازم برای غلبه بر اصطکاک توسط فشار اکستروژن تأمین میگردد. بهطور خلاصه میتوان بیان کرد که زاویه قالب همواره باید مقدار بهینهای داشته باشد تا راندمان کاری افزایش یابد.[9]
- ۳ نرخ اکستروژن
یکی دیگر از پارامترهای تأثیرگذار در راندمان فرایند اکستروژن هیدرواستاتیک، نرخ اکستروژن یا به عبارت سادهتر میزان کاهش سطح مقطع(Reduction of surface area) میباشد. در یک زاویه قالب ثابت، افزایش میزان نرخ اکستروژن منجر به افزایش سطح تماس بین بیلت و دیواره قالب شده و در نتیجه فشار زیادی برای غلبه بر کار سختی ناشی از کرنش زیاد نیاز میباشد.[9]
- روانکاری قالب و بیلت
روانکاری مناسب بین سطوح بیلت و قالب در فرایند اکستروژن منجر به کاهش فشار اکستروژن میگردد. سیال روانکار باید خواص ویژهای داشته باشد تا بهترین کارایی را در فرایند اکستروژن داشته باشد. از جمله پارامترهای مهم در انتخاب روانکار مناسب، ویسکوزیته و ضخامت فیلم روانکار میباشد. ضخامت فیلم روانکار تأثیر قابل توجهی بر روی اصطکاک بین بیلت و دیواره قالب میگذارد. به عبارت دیگر، با افزایش ضخامت روانکار، تماس بین بیلت و دیواره قالب کاهش یافته، کار نیروی اصطکاک کاهش یافته و در نهایت فشار لازم برای تغییر شکل نیز کاهش پیدا میکند.[10] از طرف دیگر، تغییرات در ضخامت روانکار موجب تغییرات قابل توجه در صافی سطح پایانی مواد دارد. بهطور خلاصه تر میتوان گفت که استفاده از روانکار با ضخامت ضخیم منجر به صافی سطح پایین میگردد. از طرف دیگر، به دست آوردن سطوح با صافی سطح بالا را میتوان با استفاده از روانکار با ضخامت پایین به دست آورد. ویسکوزیته نیز عاملی دیگر در انتخاب روانکار میباشد. با افزایش ویسکوزیته شرایط تغییر شکل بدتر شده و منجر به ایجاد ترک در بیلت و ماده نهایی میگردد.[11]
اکستروژن مواد غذایی
اکستروژن مواد غذایی که امروزه به منظور تهیه فراوردههای پاستا و سایر فراوردههای شکل داده شده، غلات آماده مصرف، اسنک، غذای حیوانات خانگی، فراوردههای قنادی، نشاسته اصلاحشده مخصوص سوپ، غذای کودک، غذای آماده و پایهای برای تولید نوشیدنی مورد استفاده فراوان قرار میگیرد به یکی از فرایندهای مهم تبدیل شدهاست. این فرایند نوعی پخت محسوب میشود که میتوان از آن در تولید فراوردههای پُفداده و تُرد استفاده کرد. این فرایند، به صورت مداوم است و در آن دمای بالا و زمان کوتاه اعمال میشود و در سالهای اخیر در سطح جهانی به یکی از مشهورترین فرایندهای اقتصادی برای فرموله کردن محصولات بر پایه غلات تبدیل شدهاست.[12]
اکستروژن را میتوان به عنوان فرایندی که در آن موادی مثل نشاسته ذوبشده با فشار از خروجی (دای) به منظور ایجاد شکل خاص عبور داده میشوند تعریف کرد. در حین فرایند اکستروژن، انرژی حرارتی حاصل، همراه با انرژی مکانیکی (برشی) تغییرات فیزیکوشیمیایی سریعی در ماده اولیه ایجاد میکند. یکی از مهمترین ویژگیهای فرایند اکستروژن، پف دادن به فراورده است که بافت ماده غذایی را تحت تأثیر قرار میدهد. فناوری اکستروژن به عنوان یک فرایند تولیدی کارا، نقش مهمی در صنایع غذایی بر عهده دارد. این فرایند متشکل از عملیات جابجایی، اختلاط، برش، حرارت و تبرید، شکلدادن، خروج مواد فرار و رطوبت، ایجاد طعم، انکپسولاسیون و استریلیزاسیون میباشد. این فرایند میتواند در دمای پایین (مثل تولید فراوردههای خمیری) یا در دماهای بالا (مثل تولید اسنک) اجرا شود. در بعضی از سیستمها، به دلیل وجود فشار، آب در حالت مایع فوق داغ است که این موضوع کنترل عمل شکلدادن را تسهیل میکند و نیروی برشی را افزایش میدهد. این فشار میتواند بین ۲۵ تا بیش از ۲۰۰ بار متغیر باشد.[12]
دلایل رواج
به دلایل زیر استفاده از فرایند اکستروژن در دو دهه اخیر رواج یافتهاست:[12]
- تطبیقپذیری: این روش امکان تولید طیف وسیعی از فراوردهها را از طریق تغییر اجزا و شرایط عمل اکسترودر و دایها فراهم میکند به گونهای که بسیاری از این فراوردهها را نمیتوان با روشهای دیگر تولید کرد.
- قیمت: فرایند اکستروژن هزینه کمتری نسبت به سایر روشهای پخت و شکلدهی دارد.
- راندمان: اکسترودرها میتوانند به صورت مداوم عمل کنند که باعث افزایش راندمان میشود.
- کیفیت محصول: در فرایند اکستروژن دمای بالا در زمان کوتاه مورد استفاده قرار میگیرد و در نتیجه بخش زیادی از ترکیبات حساس به حرارت در آن باقی میمانند.
- حفظ محیط زیست: در این فرایند فاضلاب زیادی تولید نمیشود و در نتیجه هزینه تصفیه فاضلاب و آلودگیهای محیط زیست کاهش مییابد.
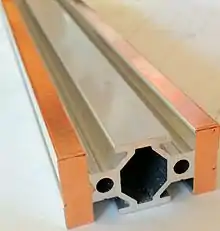
اکستروژن آلومینیم
اکستروژن آلیاژهای آلومینیم یکی از روشهای نسبتاً ارزان برای تولید اشکال پیچیده در طول بلند با تلرانس هندسی دقیق بهشمار میآید. در فرایند اکستروژن یک بلوک فلزی (بیلت) در اثر اعمال فشار، از قالبی با سطح مقطع کوچکتر عبور میکند. تا به شکل محصول مورد نیاز تبدیل شود. فرایند اکستروژن یک فرایند پیوسته است که به کمک آن میتوان مقاطع شکلدهی شده را در طولهای بلند و دلخواه تولید کرد. با توجه به انعطافپذیری بسیار عالی آلومینیم در دمای اکستروژن، فرایند اکستروژن برای آلومینیم مناسب است. اکستروژن آلیاژهای آلومینیم متفاوت است. آلیاژهایی که استحکام آنها بالاست به سختی اکسترود میشوند. با افزایش ضخامت شکل که در آن ضخامت به صورت یکنواخت است اکسترود به آسانی انجام میشود. در حالی که شکلهای نامتعادل و نامتقارن به سختی اکسترود میشوند. همهٔ آلیاژهای آلومینیم میتوانند اکسترود شوند. اما برخی از آلیاژها که نیازمند فشار بالا، سرعت کم اکستروژن، یا دارای کمترین پرداخت سطح و پیچیدگی مقطعه میباشند نسبت به دیگر آلیاژها برای اکستروژن کمتر مناسباند.[13] محصولات اکسترود شده آلومینیم بیش از ۵۰ درصد از بازار اروپا را در بهر میگیرند که بیشترین مصرف را در صنعت ساخت و ساز دارند. اکستروژنهای آلومینیم در ساختمانهای تجاری و خانگی برای ساخت در و پنجره، خانههای از پیشساخته شده، سازههای ساختمانی، سقف، روکش فلزی نمای خارجی و … استفاده میشوند. علاوه بر این نیز در صنعت حمل و نقل برای بدنه، جاده و راه آهن، خودرو و در کاربردهای دریایی استفاده میشوند.[14]

فرایندهای تولید اکستروژن
اکستروژن فرایند تغییر شکل پلاستیکی است که در آن بیلت در اثر اعمال نیرو از قالبی با سطح مقطع کوچکتر عبور میکند. در واقع اکستروژن فرایند متراکمسازی غیر مستقیم است. نیروهای لازم برای این متراکمسازی به وسیله تماس بیلت با محفظه قالب (کونتینر) و قالب ایجاد میشوند که مقادیر آنها بسیار زیاد است. تماس بیلت با محفظه قالب و قالب منجر به ایجاد تنشهای فشاری بالایی میشود که این تنشها باعث کاهش احتمال بروز ترک سطحی بیلت حین انجام فرایند میشود. اکستروژن بهترین روش برای شکستن ساختار ریختگی بیلت است چرا که در این فرایند بیلت تنها تحت تأثیر نیروهای فشاری قرار میگیرد. بسته به نوع آلیاژ و روش مورد نظر اکستروژن میتواند به صورت سرد و گرم انجام شود. در صورتیکه شمش اولیه قبل از شروع شکلدهی حرارت داده شود، اکستروژن را گرم و در غیر اینصورت، سرد نامند. فرایند اکستروژن گرم به منظور تولید محصولات فلزی نیمه تمام با طول نسبتاً زیاد و مقطع ثابت (انواع پروفیلهای توپر و توخالی، متقارن و غیر متقارن آلومینیمی و آلیاژهای آنها مانند مفتول، تسمه، لوله و بوش) به تعداد زیاد و با سطح مرغوب و دقت ابعادی به کار میرود. قطعاتی که از طریق اکستروژن سرد تولید میشوند، به دلیل داشتن سطح مرغوب و دقت ابعادی بالا دیگر نیازی به کار اضافی ندارند یا فقط مقدار بسیار جزئی پرداخت کاری برای آنها ضروری است. به این ترتیب هم در مواد مصرفی و هم در وقت، صرفه جویی به عمل میآید. امروزه اکستروژن سرد بیشتر برای تولید قطعاتی از وسائل نقلیه، تجهیزات نظامی، ماشین آلات صنعتی و تجهیزات الکترونیکی، به صورت تولید انبوه، به کار میرود؛ بنابراین اکستروژن سرد یک عملیات ثانوی یا نهایی بر روی قطعاتی است که به صورت نیمه تمام از طریق روشهای دیگر، از قبیل ریختهگری، اکستروژن گرم، نورد، تولید میشوند.[15] همچنین اکستروژن از نظر حرکت قالب و بیلت به دو صورت انجام میگیرد: اکستروژن مستقیم، اکستروژن غیر مستقیم، در فرایند اکستروژن مستقیم یک بلوک فلزی (بیلت) در اثر اعمال فشار از قالبی با سطح مقطع کوچکتر عبور میکند. تا به شکل محصول مورد نیاز تبدیل شود. در اکستروژن غیر مستقیم قالب با فشار به داخل بیلت رانده میشود.[16]
مراحل فرایند اکستروژن آلومینیم
بیلت (شمش) باید به دمای ۴۲۶–۴۹۶ درجه سانتیگراد رساند.
۲- بعد از رسانیدن بیلت به دمای مورد نظر آن را توسط لودر به داخل رام رانده و بیلت را بوسیله دوده یا چربی مخصوص چرب میکنند تا از چسبیدن بیلت به قالب جلوگیری شود ونیز نقش روانکننده را ایفا میکند.
۳- سپس بیلت به کرایدل انتقال داده میشود.
۴- رام با فشار بیلت را به جلو می راندتا اینکه بیلت وارد کانتینر شود.
۵- سپس فشار ادامه پیدا کرده و بیلت از قالب گذشته و رفته رفته کوچکتر شده تا اینکه به انتهای کانینر میرسد هنگام عبور آلومینیوم از قالب، از اطراف قالب نیتروژن مایع عبور داده میشود که باعث افزایش طول عمر و دوام قالب میشود.
۶- در نتیجه فشار بیلت از قالب عبور کرده و شکل قالب را به خود میگیرد.
۷- هنگامی که مواد اکسترودی از پرس خارج شود دما توسط سنورهای نصب شده در پرس کنترل و تنظیم میگردد. هدف اصلی از دانستن دما برای حفظ حداکثر سرعت عملیات اکستروژن میباشد. مقدار دمای خروجی اکستروژن بستگی به آلیاژ آلومینیوم است؛ و برای مثال حرارت آلیاژهای 6063A ،۶۴۶۳ ،۶۰۶۳٬۶۱۰۱ برابر حداقل ۴۹۸ درجه سانتی گراد و آلیاژهای 6005A ،۶۰۶۱ برابر حداقل ۵۱۰ درجه سانتی گراد است.
۸- اکستروژن به خارج از قالب هل داده میشود. سپس قطعه اکسترود شده توسط یک سری فن و میز خنککننده سرد میشود..
۹- تمامی بیلت در عملیات اکستروژن استفاده نمیشود و در آخر پوسته به صورت اکسید باقی میماند که بیلت را برداشته و بیلت دیگری بارگذاری شده و این پروسه همچنان تکرار میشود.
۱۰- هنگامی که محصول به طول دلخواه رسید توسط اره بریده میشود.
۱۱- محصول پس از برش به میز خنککننده منتقل میشود.
۱۲- بعد از خنک شدن محصولات آنها را به روی میز مخصوصی (استریج) هدایت میکنند که در این مرحله آنها را تابگیری میکنند که باعث میشود که پروفیلها به صورت صاف و یکنواخت طبق استانداردهای مورد نظر در آیند.
۱۳- سپس پروفیلها رادر اندازههای استاندارد (یا سفارش داده شده) برش میدهند.[16]
اکستروژن مستقیم آلومینیم
در اکستروژن مستقیم که مرسومترین روش مورد استفاده برای اکستروژن آلومینیم میباشد، بیلت از جنس آلومینیم بین ۵۰۰ – ۴۵۰ درجه سانتی گراد پیش گرم شده زیرا در این دما جریان تنش در آلیاژ آلومینیم بسیار کم است که با اعمال فشار با استفاده از یک رام به انتهای بیلت قطعه به درون قالب هل داده میشود؛ و شکل قالب را به خود میگیرد. روش اکستروژن مستقیم، در تولید میلگرد آلومینیومی، مفتول آلومینیومی، لوله آلومینیمی و مقاطع آلومینیم تو پر و تو خالی مورد استفاده قرار میگیرد. در اکستروژن مستقیم، سیلان فلز هم جهت با حرکت رام است. در حین انجام فرایند بیلت بر روی دیواره محفظه قالب میلغزد. وجود نیروهای اصطکاکی به میزان قابل توجهی باعث افزایش فشار مورد نیاز رام میگردد. پس از آنکه اکستروژن تمام شد، معمولاً به منظور بهبود مقاومت به خوردگی و اکسیداسیون انجام عملیات سطحی ضروری است.[17]
اکستروژن آلیاژهای آلومینیم
همهٔ آلیاژهای آلومینیم میتوانند اکسترود شوند. اما برخی از آلیاژها که نیازمند فشار بالا، سرعت کم اکستروژن، یا دارای کمترین پرداخت سطح و پیچیدگی مقطعه میباشند نسبت به دیگر آلیاژها برای اکستروژن کمتر مناسباند. در میان اکستروژنهای آلیاژ آلومینیم، آلیاژ آلومینیم-روی-منیزیم از استحکام قوی تری نسبت به دیگر آلیاژها برخوردار است. آلیاژهای آلومینیم-منیزیم-سیلیسم گروه ۶۰۰۰ بیشترین سهم اکستروژن در بازار را دارند؛ و در بیشتر کشورها برای ساخت استفاده میشوند. در نتیجه مجموعهای از مواد مختلف در استحکامهای ۱۵۰ تا ۳۵۰ مگاپاسکال با چقرمگی و شکل پذیری. خوب میباشند. آنها میتوانند به سادگی اکسترود شوند. در کل اکسترود آنها خوب است اما با لایه نازکی از منیزیم و سیلیکون پوشش داده میشوند. به عنوان مثال آلیاژهای ۶۰۶۰ و ۶۰۶۳ با سرعت خیلی بالا تا ۱۰۰ متر بر دقیقه با پرداخت سطح خوب اکسترود میشوند.[14]
مراحل عملیات حرارتی برای اکستروژن آلیاژهای آلومینیم
اگر اکستروژن در شرایط T4 مد نظر باشد عملیات حرارتی در این مرحله تمام شده اگر T6 مورد نیاز باشد اکستروژن کوئنچ شده و سپس در تسریع عملیات حرارتی پیر سختی مصنوعی انجام میگیرد؛ و اگر شرایط T5 مد نظر باشد فلز در هنگام خروج از پرس اندکی خنک کاری میشود.[13]
جستارهای وابسته
- اکستروژن
- آلومینیم
- آلیاژهای آلومینیوم
- ورق آلومینیومی
- آلومینوترمی
- ذوب آلومینیوم
- فهرست کشورهای تولیدکننده آلومینیوم
- اکستروژن آلومینیوم
منابع
- «برونی» [زمینشناسی] همارزِ «extrusive, effusive»؛ منبع: گروه واژهگزینی. جواد میرشکاری، ویراستار. دفتر سوم. فرهنگ واژههای مصوب فرهنگستان. تهران: انتشارات فرهنگستان زبان و ادب فارسی. شابک ۹۶۴-۷۵۳۱-۵۰-۸ (ذیل سرواژهٔ برونی)
- Oberg et al. 2000, pp. 1348–1349
- Backus et al. 1998, pp. 13-11–12, Hot extrusion
- Backus et al. 1998, pp. 13–21, Hot extrusion: Tooling
- Backus et al. 1998, p. 13-13, Hot extrusion: Methods of extruding: Direct extrusion
- Backus et al. 1998, pp. 13–14
- D.S. Liu and J.J. Lewandowski, Effects of Superposed Pressure on Mechanical Beha - vior of an MMC, Proc. Second International Ceramic Sci. and Tech. Congress— Advanced Composite Materials, M.D. Sacks, et al. , Ed. , American Ceramic Society, 1990, p 513–518
- J.J. Lewandowski and P. Lowhaphandu, Effects of Hydrostatic Pressure on Mechanical Behavior and Deformation Processing of Materials, Int. Mater. Rev. , Vol 43 (No.4), 1998, p 145–187
- . H. L1. D. PUGH: in 'The mechanical behavior of materials under pressure', (ed. H. Ll. D. Pugh), 391; 1970, New York
- E. Vidal-Salle, L. Baillet and J. C. Boyer, Friction law for hydrostatic mixed lubrication regime, Journal of Material Processing Technology, Vol. 118, (2001), pp. 102-109.
- W. R. D. Wilson, Friction and lubrication in bulk metalforming processes, Journal of applied metalworking, Vol. 1, (1979), pp. 7-19.
- «فناوری اکستروژن مواد غذایی». پژوهشکده علوم و فناوری مواد غذایی جهاددانشگاهی. دریافتشده در ۲۰۱۴-۰۹-۱۰.
- Extruding of Aluminium and Aluminium Alloys – The Extrusion Process, Economics and Design by Capral Aluminium, accessed May 2 2008
- Aluminium and Aluminium Alloys - Extrusion, accessed Aug 2 2002
- Extrusion Aluminium, accessed safahanalumin
- Steps in the aluminum extrusion process بایگانیشده در ۱۴ نوامبر ۲۰۱۶ توسط Wayback Machine © 2001 - 2016 Bonnell Aluminum. All rights reserved.
- Extrudable aluminum alloys (pdf), Publication date 20 May 2003
جستارهای وابسته
- قالب اکستروژن
- بیلت
- نورد
- تغییر شکل پلاستیک
- تبلور مجدد
- کار سرد
- خواص مکانیکی
- اکستروژن منیزیم
- برنامه پرس سنگین نیروی هوایی آمریکا در دوران جنگ سرد