جوشکاری همزن اصطکاکی
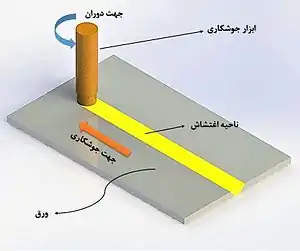
جوشکاری همزن اصطکاکی (به انگلیسی: Friction stir welding) روش اتصال حالت-جامدی (غیر ذوبی) است که در آن از یک ابزار غیرمصرف شونده برای اتصال دو صفحه در کنار هم، بدون ذوب کردن آنها استفاده میشود.[1][2] با دوران ابزار و به دلیل اصطکاک در ناحیه اتصال حرارت تولید شده و باعث نرم شدن آن ناحیه میشود. با حرکت ابزار در طول خط اتصال، اجزای دو صفحه به صورت مکانیکی با یکدیگر مخلوط میشوند. فلز داغ و نرم شده، که حالتی شبیه به گل سفالگری یا خمیر نان پیدا کرده، توسط فشار مکانیکی ایجاد شده فورج میشود.[2]

کیفیت جوش ایجاد شده توسط این روش فوقالعاده بالا است. تغییر شکل خمیری وسیع ماده باعث شکلگیری ریزساختار دانه ریز، بدون هیچ گونه ناخالصی اکسیدی یا تخلخل گازی میشود. استحکام، شکلپذیری، عمر خستگی، و چقرمگی همگی کاملاً خوب هستند. جوشهای ایجاد شده در بدنه هواپیما ۳۰ تا ۵۰٪ قوی تر از جوشهای ایجاد شده توسط جوشکاری قوسی است. از آنجایی که در این روش هیچ ماده ای ذوب نمیشود، میتوان از آن هم برای آلیاژهای ساختگی (wrought alloys) و هم آلیاژهای ریخته شده استفاده کرد و حتی آنها را به هم اتصال داد. به هیچگونه فیلر یا گاز محافظی نیاز نبوده و فرایند جوشکاری کاملاً فاقد آلودگی است. (بدون دود، پاشش ماده یا برق نور میباشد) به دلیل راندمان انرژی بالا، مقدار گرمای تولیدی کل کم بوده و در نتیجه عیوب مرتبط با آن از قبیل تغییرشکل قطعه یا انقباض کمینه است. آمادهسازی لبه قطعات در حداقل بوده و نیازی به پاکسازی اکسیدهای شکل گرفته ندارد. جوشکاری در هر حالتی ممکن بوده و برای جوشکاری فقط دسترسی به یک سمت کافی است. جوشهایی با عمق ۰٫۵ تا ۶۵ میلیمتر امکانپذیر است. شکافهایی تا حداکثر ۱۰٪ ضخامت مواد را میتوان بدون کاهش کیفیت جوش یا عملکرد جبران کرد.[3]
از جوشکاری همزن اصطکاکی یا FSW میتوان برای اتصال آلیاژهای آلومینیم، مس، تیتانیم، فولادهای زنگ نزن، و آلیاژهای منیزیم استفاده کرد. پلیمرها نیز توسط این روش قابل جوشکاری هستند.[4]
مقدمه
مؤسسه جوشکاری انگلستان در سال ۱۹۹۱ میلادی، جوشکاری همزن اصطکاکی را ابداع کرد که اولین بار این روش برای آلیاژهای آلومینیوم مورد استفاده قرار گرفته و یک روش جوشکاری حالت جامد میباشد.[5] روش کار بدین صورت است که یک ابزار غیر مصرفی دوار استوانهای شکل متشکل از دو قسمت پین و شانه و با دارا بودن سرعت دورانی و پیشروی مناسب، وارد درز اتصال گردیده و در اثر حرارت تولید شده ناشی از اصطکاک بین ابزار و قطعه کار، بدون ذوب ماده سبب اتصال میشود. در نتیجه، این فرایند نسبت به جوشکاری ذوبی، انرژی کمتری مصرف نموده و نیاز به استفاده از ماده پرکننده در آن نمیباشد. با انجام جوشکاری همزن اصطکاکی، دما در منطقه جوش در اثر اصطکاک بین ابزار و قطعه افزایش پیدا میکند و با رخ دادن تبلور مجدد دینامیکی، دانههای ریز هم محور در ناحیه اغتشاش یافته تشکیل میشوند و در ناحیه اغتشاش یافته چگالی نابجاییها بهطور قابلتوجهی کاهش پیدا میکنند.[6]
متغیرهای جوشکاری همزن اصطکاکی
جوشکاری همزن اصطکاکی شامل حرکت پیچیده مواد و تغییر شکل پلاستیک میباشد. پارامترهای جوشکاری، هندسه ابزار و طراحی اتصال تأثیرات مهمی را روی الگوی جریان مواد، توزیع حرارت و در نهایت بر روی تکامل ساختاری مواد میگذارد. در حالت کلی متغییرهای فرایند جوشکاری همزن اصطکاکی عبارتند از:
- سرعت دورانی ابزار
- سرعت پیشروی ابزار
- فشار عمودی از جانب ابزار به قطعه کار
- ضخامت قطعه کار
- ابزار (ابعاد، شکل هندسی جنس ابزار و جنس پوشش سطح ابزار)
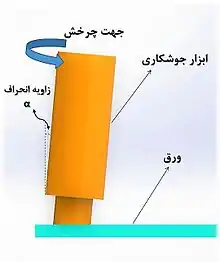
- زاویه ابزار با خط عمود بر سطح قطعه (زاویه انحراف)
- نحوه مهار قطعه و نیروی مهار کننده.
در جوشکاری همزن اصطکاکی، حرکت دورانی ابزار و اصطکاک آن با قطعه کار سبب تولید حرارت، افت استحکام و افزایش شکلپذیری مواد اطراف پین شده و حرکت انتقالی سبب جابجایی مواد از جلوی ابزار به پشت آن و اتصال دهی میشود؛ بنابراین حرارت در این فرایند نقش مهمی ایفا میکند و پارامترهایی نظیر سرعت دورانی، سرعت پیشروی ابزار، هندسه ابزار و متغییرهای دیگری از این دست، همگی به نحوی در کنترل میزان حرارت ورودی و به تبع آن نحوه اغتشاش و الگوی جریان ماده، تکامل ریزساختار و در نهایت کیفیت جوش حاصل، اثر بسزایی دارند.
سرعت دورانی و سرعت پیشروی ابزار
در انجام عملیات جوشکاری همزن اصطکاکی، دو پارامتر سرعت دورانی ابزار و سرعت پیشروی ابزار جزو مهمترین و اصلیترین متغییرهای فرایند محسوب میشوند. هر دو عملکرد اصلی ابزار جوشکاری همزن اصطکاکی یعنی ایجاد اصطکاک (نرم کردن ماده) و اختلاط مواد، بهطور محسوسی به مقادیر سرعت دورانی ابزار و سرعت پیشروی ابزار وابسته هستند. دوران ابزار باعث ایجاد گرما در داخل ناحیهٔ میان جوش میشود؛ بنابراین هر چه مقدار این پارامتر افزایش یابد گرمای تولید شده بیشتر خواهد شد. با زیاد شدن سرعت دورانی ابزار، امکان مخلوط شدن مواد پلاستیک شده در ناحیه جوش افزایش خواهد یافت که این یک پارامتر مثبت محسوب میشود. از طرفی با افزایش سرعت دوران پین، سرعت دوران شولدر روی ابزار نیز افزایش پیدا میکند. این افزایش باعث ایجاد گرمای بیشتر در ناحیهٔ بالای سطح جوشکاری خواهد شد. جهت انجام جوشکاری، این ورقها به صورت جفت و هم سطح بر روی میز دستگاه فرز قرار گرفته و توسط فیکسچرهایی ثابت شدند. در مجموع میتوان گفت که میزان گرمای تولید شده بر اثر دوران ابزار یک حالت بهینه دارد. یعنی اگر گرمای تولید شده بر اثر دوران ابزار به اندازهٔ کافی نباشد امکان تولید اتصال جوشی مناسب به علت کم بودن دمای مواد جریان پیدا کرده کم خواهد شد؛ بنابراین جوش ایجاد شده از نظر خواص استحکامی افت میکند. با افزایش سرعت پیشروی میزان انتقال حرارت ناحیه جوش به قطعه کار کاهش یافته، بنابراین اثر فرایند جوشکاری در ناحیه کوچکتری از کنارههای جوش مشاهده خواهد شد. از طرف دیگرسرعت فرایند بالا رفته و اعوجاج ایجاد شده کاهش خواهد یافت.[7]
قطر پیشانی ابزار
در میان ویژگیهای هندسی مختلف یک ابزار جوشکاری همزن اصطکاکی، قطر شولدر ابزار از مهمترین پارامترهای ابزار میباشد. بخش عمده حرارت تولید شده در جوشکاری همزن اصطکاکی توسط شولدر ابزار تولید میشود. پیشانی ابزار باعث القای سیلان مواد پلاستیک شده میشود و از فرار مواد پلاستیک شده از قطعه کار در حین جوشکاری جلوگیری میکند.[7] هر چه قطعه کار استحکام بیشتری داشته باشد، شولدر ابزار بزرگتری برای تولید حرارت به منظور نرم شدن کافی قطعه کار و سهولت سیلان ماده در اطراف پین ابزار نیازمند است. همچنین قطر شولدر بزرگتر نیازمند توان دستگاه بالاتر است. به منظور دستیابی به عمر طولانی ابزار، شولدر ابزار باید باعث نرم شوندگی کافی شود و سیلان مواد قطعه کار را درحالیکه نیازمند توان و گشتاور پایینی است، تسهیل کند. عمر ابزار به وسیلهٔ تنش سیلان و دمای تغییر شکل ماده در نزدیک ابزار تحت تأثیر قرار میگیرد. قطر شولدر بهینه با افزایش سرعت دورانی ابزار کاهش مییابد. برای سرعتهای دورانی بالاتر، قطر شولدر کوچکتری برای تأمین حرارت کافی به منظور نرم کردن ماده و سیلان کافی مورد نیاز است. اما میتوان از قطر شولدر بزرگتری (برای همان منظور) در سرعتهای دورانی پایینتر استفاده کرد. هرچه قطر شولدر ابزار در مقایسه با قطر شولدر بهینه افزایش مییابد، سرعت نسبی ابزار و قطعه کار افزایش مییابد، که منجر به لغزش بیشتر میشود. با افزایش لغزش، چسبندگی بین ابزار و قطعه کار کمتر میشود. توان لازم برای انجام دادن جوشکاری همزن اصطکاکی با افزایش قطر شولدر ابزار به علت افزایش در مقدار کار اصطکاکی لغزشی، افزایش مییابد[8].
جنس ابزار
در فرایند جوشکاری همزن اصطکاکی، اصطکاک مابین ابزار و فلز پایه موجب تولید گرما میشود. هر چه ضریب اصطکاک بین ابزار و فلز پایه بیشتر شود، میزان گرمای تولیدی افزایش مییابد. ضریب اصطکاک مذکور توسط سختی ابزار کنترل میشود که میزان این سختی به ترکیبات و جنس ابزار بستگی دارد. میزان سختی تا حد زیادی تابعی از درصد کربن میباشد. البته درصد سایر عناصر و عملیات حرارتیهای صورت گرفته روی ماده نیز میتوانند تأثیر به سزایی روی سختی ماده داشته باشند. نکته دیگر که باید مورد توجه قرار گیرد، میزان انتقال حرارت جنس مورد نظر است. اگر عناصر تشکیل دهنده ابزار دارای انتقال حرارت بالایی باشند، گرمای تولید شده از طریق ابزار انتقال پیدا میکند و درصد کمتری از آن وارد قطعه کار میشود.[5]
زاویهٔ انحراف ابزار
بهطور کلی زاویه انحراف ابزار میتواند از صفر تا ۴ درجه برای مواد مختلف تغییر کند ولی برای بیشتر مواد بهترین محدود ۲٫۵ تا ۳٫۵ درجه میباشد. وجود این زاویه باعث میشود که موادی که در هنگام نفوذ و حرکت ابزار در زیر قسمت مقعر شانه به دام افتاده و پلاستیک شدهاند، با استفاده از نیروی فورج پشت ابزار با فشار زیاد به داخل قطعه بازگردند؛ بنابراین اثرات این زاویه به صورت بالا رفتن استحکام و ایجاد ریز ساختار همگن و یکنواخت خواهد بود.[9]
نیروی محوری
یکی از پارامترهای دیگری که در کیفیت جوش تأثیرگذار میباشد، میزان نیروی محوری وارد شده به قطعه از طرف دستگاه جوشکاری همزن اصطکاکی میباشد. یک میزان بهینه برای نیروی محوری وجود دارد. اگر نیروی محوری کمتر از این میزان باشد، جریان عمودی ماده به خوبی صورت نمیگیرد و عیوب ترک و تونل در جوش ایجاد میشود. در صورتی که میزان این نیرو از مقدار بهینه بیشتر باشد، موجب نازک شدن مقطع جوش و پاشش بیش از حد در اطراف جوش میشود.[10]
قطر پین
قطر پین یکی دیگر از پارامترهای قابل تغییر در دستگاه جوشکاری همزن اصطکاکی میباشد. بهطور کلی میتوان بیان داشت که کاهش قطر پین موجب سایش ابزار و نهایتاً عدم اتصال مناسب میشود. از طرف دیگر افزایش قطر پین بیش از ضخامت ورق نیز تأثیری بر کیفیت اتصال نخواهد داشت؛ بنابراین میتوان گفت که پین با قطری در حدود ضخامت ورق، میتواند بهترین گزینه برای جوشکاری همزن اصطکاکی باشد.[5]
نیروی مهار قطعه کار
در هنگام ورود ابزار جوشکاری همزن اصطکاکی به قطعه کار، احتمال جدایی دو لبه قطعهکار از یکدیگر وجود دارد. به همین دلیل باید با تعبیه یک سیستم قید و بند مناسب و اعمال نیرو به قطعه کار از این امر جلوگیری نمود. باید توجه نمود که با افزایش نیروی محوری به قطعه کار، میزان نیروی لازم برای مهار قطعه نیز افزایش مییابد. دستگاه جوشکاری همزن اصطکاکی علاوه بر تأمین این نیرو، باید قابلیت تغییر سیستم قید و بند برای هندسههای مختلف را داشته باشد. یکی از تأثیرات مهمی که میتواند بر کیفیت اتصال ایجاد شده بگذارد، تأثیر آن بر نحوه توزیع و میزان تنشهای پسماند شکل گرفته در اتصال است؛ بنابراین باید طراحی این سیستم به گونهای انجام شود که علاوه بر جلوگیری از قطعات موجب ایجاد تنشهای پسماند بیش از حد قابل قبول نشود.[10]
جستارهای وابسته
منابع
- Li, Kun; Jarrar, Firas; Sheikh-Ahmad, Jamal; Ozturk, Fahrettin (2017). "Using coupled Eulerian Lagrangian formulation for accurate modeling of the friction stir welding process". Procedia Engineering. 207: 574–579. doi:10.1016/j.proeng.2017.10.1023.
- "Welding process and its parameters - Friction Stir Welding". www.fswelding.com. Archived from the original on 24 اكتبر 2019. Retrieved 2017-04-22. Check date values in:
|archive-date=(help) - J. T. Black, Ronald A. Kohser (۲۰۱۹). DeGarmo's Materials and Processes in Manufacturing (ویراست ۱۳). صص. ۷۲۱. شابک ۱-۱۱۹-۴۹۲۹۳-۹.
- Sheikh-Ahmad, J.Y.; Ali, Dima S.; Deveci, Suleyman; Almaskari, Fahad; Jarrar, Firas (February 2019). "Friction stir welding of high density polyethylene—Carbon black composite". Journal of Materials Processing Technology. 264: 402–413. doi:10.1016/j.jmatprotec.2018.09.033.
- R. S. Mishra and M. W. Mahoney, Friction Stir Welding and Processing: ASM International, 2007
- W. Woo, L. Balogh, T. Ungár, H. Choo, and Z. Feng, "Grain structure and dislocation density measurements in a friction-stir welded aluminum alloy using X-ray peak profile analysis," Materials Science and Engineering: A, vol. 498, pp. 308-313, 12/20/ 2008
- Y. G. Kim, H. Fujii, T. Tsumura, T. Komazaki, and K. Nakata, "Three defect types in friction stir welding of aluminum die casting alloy," Materials Science and Engineering: A, vol. 415, pp. 250-254, 1/15/ 2006
- M. Mehta, A. Arora, A. De, and T. DebRoy, "Tool Geometry for Friction Stir Welding—Optimum Shoulder Diameter," Metallurgical and Materials Transactions A, vol. 42, pp. 2716-2722, 2011.
- C. Meran and O. E. Canyurt, "Friction Stir Welding of austenitic stainless steels," Journal of Achievements in Materials and Manufacturing Engineering, 2010
- A. K. Lakshminarayanan and V. Balasubramanian, "Process parameters optimization for friction stir welding of RDE-40 aluminium alloy using Taguchi technique," Transactions of Nonferrous Metals Society of China, vol. 18, pp. 548-554, 2008/06/01 2008