جوشکاری مقاومت الکتریکی
جوشکاری مقاومت الکتریکی (به انگلیسی: Resistance welding) یا بهطور خلاصه تر جوشکاری مقاومتی، گروهی از روشهای جوشکاری ذوبی است که از ترکیب گرما و فشار برای ایجاد جوش استفاده میکند، و این گرما به دلیل مقاومت الکتریکی قطعه در نقطه اتصال تولید میگردد.[1]
در مقایسه با جوشکاری قوسی، در جوشکاری مقاومتی از گاز محافظ، فلاکس، یا فیلر (پرکننده) استفاده نمیشود، و الکترودهایی که جریان الکتریکی را به محل اتصال میرسانند مصرف شونده (consumable) نیستند. جوشکاری مقاومتی به عنوان جوشکاری ذوبی طبقهبندی میشود چرا که گرمای اعمال شده تقریباً همیشه باعث ذوب شدن سطوح زیر الکترود میشود. با این حال استثناهایی نیز وجود دارد. در برخی از عملیات جوشکاری مقاومتی دما تا زیر نقاط ذوب فلزات پایه بالا برده میشود، و ذوب اتفاق نمیافتد.[1]
جریان مورد استفاده در عملیات جوشکاری مقاومتی بسیار زیاد است (بهطور معمول ۵۰۰۰ تا ۲۰٬۰۰۰ آمپر)، اگرچه ولتاژ نسبتاً کم است (معمولاً زیر ۱۰ ولت). مدت زمان t جریان در اکثر فرایندها کوتاه است، برای مثال در یک عملیات جوشکاری نقطه ای معمولاً ممکن است ۰٫۱ تا ۰٫۴ ثانیه باشد.[1]
تئوری جوشکاری مقاومتی

در جوشکاری مقاومتی، گرما و فشار برای ایجاد انعقاد ترکیب میشوند. الکترودها در تماس با ماده قرار میگیرند و جریان الکتریکی بین آنها عبور میکند. گرمای حاصل از مقاومت الکتریکی باعث افزایش دمای قطعههای کار و سطح مشترک بین آنها میشود. همان الکترودهایی که جریان را تأمین میکنند، فشار نیز وارد میکنند که این فشار معمولاً در طول چرخه جوشکاری متغیر است. در ابتدا مقدار معینی فشار وارد میشود تا قطعههای کار در تماس بمانند و در نتیجه مقاومت الکتریکی سطح مشترک را کنترل کنند. وقتی درجه حرارت مناسب بدست آمد، فشار برای ایجاد انسجام افزایش مییابد و تا سرد شدن ناخن جوش (weld nugget) حفظ میشود. از آنجا که از فشار استفاده میشود، انعقاد در دمای کمتری نسبت به جوشکاری هواگاز و جوشکاری برق اتفاق میافتد. در حقیقت در بسیاری از فرایندهای جوشکاری مقاومتی فلز پایه ذوب نمیشود. فرآیندهای جوشکاری مقاومتی را میتوان به عنوان نوعی جوشکاری حالت جامد در نظر گرفت، اگرچه توسط انجمن جوشکاری آمریکا (AWS) این چنین طبقهبندی نشدهاست.[2]
در برخی از فرآیندهای جوشکاری مقاومتی، بلافاصله پس از انعقاد، فشار بیشتری اعمال میشود تا مقدار مشخصی عمل آهنگری انجام شود. همراه با این تغییر شکل مقداری اصلاح دانه (در ریزساختار) اتفاق میافتد. پس از جوشکاری همچنین میتوان از مقداری حرارت اضافی برای تنش زدایی یا تمپرینگ استفاده کرد. در ظرف چند ثانیه یا کمتر، میتوان به درجه حرارت مورد نیاز و انعقاد دست یافت؛ بنابراین، جوشکاری مقاومتی یک فرایند بسیار سریع و اقتصادی است، که کاملاً مناسب برای تولید خودکار است.[2]
گرمایش
گرمای جوشکاری مقاومتی با عبور جریان الکتریکی زیادی از قطعههای کار برای مدت زمانی کوتاه حاصل میشود. مقدار ورودی گرما را میتوان با رابطه ساده زیر تعیین کرد:[2]
H = I2Rt
که در این رابطه:
H = کل حرارت ورودی بر حسب ژول
I = جریان بر حسب آمپر
R = مقاومت الکتریکی مدار بر حسب اهم
t = طول زمان، بر حسب ثانیه، که طی آن جریان برقرار است.
فشار
از آنجا که فشار وارد شده باعث ایجاد یک عمل آهنگری میشود، میتوان جوشهای مقاومتی را در دماهای پایینتری از جوشهای ساخته شده توسط فرایندهای دیگر تولید کرد. با این حال، کنترل مقدار فشار و زمان اعمال فشار هر دو اهمیت زیادی دارد. اگر از فشار خیلی کمی استفاده شود، مقاومت الکتریکی در تماس زیاد خواهد بود و ممکن است باعث سوختن سطح یا سوراخ شدن الکترودها شود. اگر از فشار بیش از حد استفاده شود، ممکن است فلز ذوب شده یا نرم شده، از بین سطوح خارج شود یا الکترودها قطعه کار نرم شده را سوراخ کنند. حالت ایدهآل این است که، فشار متوسطی برای ثابت نگه داشتن قطعههای کار و ایجاد مقاومت مناسب در سطح مشترک، قبل و حین عبور جریان جوشکاری اعمال شود. پس از رسیدن به دمای مناسب جوشکاری اما، فشار باید بطور قابل توجهی افزایش یابد. این کار باعث انعقاد شده و جوش را آهنگری کرده و باعث ایجاد یک ریزساختار دانه-ریز در جوش میشود. در دستگاههای جوشکاری کوچک پدالی، از فشار کمی استفاده میشود که فقط توسط یک فنر وارد میشود. در دستگاههای بزرگ و دستگاههای خط تولید، فشار معمولاً توسط سیلندرهای هیدرولیکی یا پنوماتیکی اعمال میشود.[3]
انواع فرایندهای جوشکاری مقاومتی
جوشکاری نقطه ای مقاومتی
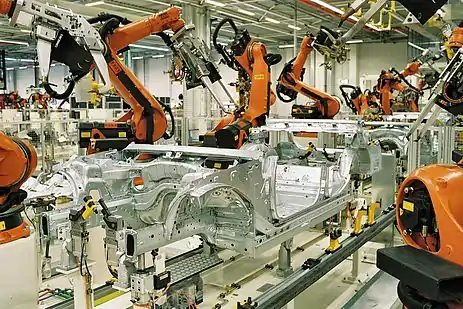
جوشکاری نقطه ای مقاومتی (Resistance Spot Welding یا RSW) سادهترین و پرکاربردترین شکل جوشکاری مقاومتی است که وسیله ای سریع و اقتصادی برای اتصال قطعات دارای همپوشانی است. حتی با همه پیشرفتهای فن آوری، جوشکاری نقطه ای مقاومتی همچنان روش اصلی برای اتصال ورقهای فلزی است و یک اتومبیل با بدنه فولادی بهطور متوسط شامل ۲۰۰۰ تا ۵۰۰۰ جوش نقطه ای است. ورقهای روی هم افتاده (Overlapped) بین الکترودهای خنک شونده توسط جریان آب قرار داده میشوند. این الکترودها نوکهای نسبتاً کوچکی دارند تا جوشهایی با قطر ۱٫۵ تا ۱۳ میلیمتر ایجاد کنند. الکترودها روی کار بسته میشوند و یک چرخه کنترل شده از فشار و جریان برای تولید جوشکاری در سطح مشترک فلزی اعمال میشود. سپس الکترودها باز شده و کار برداشته میشود.[4]
یک جوش نقطه ای موفق شامل یک ناخن فلزی متصل است که بین دو سطح روی هم افتاده قرار گرفتهاست. فرورفتگی ورق زیر الکترودها باید خیلی کم باشد. مقاومت جوش باید به حدی باشد که در یک آزمایش کشش یا پارگی، جوش سالم باقی بماند و شکست در منطقه متأثر از گرما (HAZ) در اطراف ناخن رخ دهد. اگر از چگالی جریان و زمان مناسب استفاده شود و شکل الکترود، فشار الکترود و شرایط سطح در شرایط مناسب باشند، میتوان جوشهای نقطه ای تمیز و با ثبات بالایی تولید کرد.[4]
جوشکاری درز مقاومتی

جوشکاری درز مقاومتی (Resistance seam welding RSEW) را میتوان به دو روش کاملاً متفاوت انجام داد. در فرایند اول، ورق فلزی شکل دار به هم جوش داده میشوند تا مخازن و ظروف کاملاً آببند یا گازبند ایجاد گردد، مانند باک بنزین خودروها، صداخفه کنها، و مبدلهای حرارتی ساده. جوش روی دو ورق فلزی افتاده روی هم ایجاد میگردد، و این درز به سادگی توسط مجموعه ای از جوشهای نقطه ای دارای همپوشانی است. تجهیزات اصلی مشابه همان جوشکاری نقطه ای است، با این تفاوت که الکترودها اکنون به شکل دیسکهای چرخشی هستند. با عبور فلز از بین الکترودها، پالسهای به موقع جریان، جوشهای همپوشانی را تشکیل میدهند. زمانبندی جوشها و حرکت قطعه کار کاملاً کنترل میشود به گونه ای که از همپوشانی جوشها اطمینان حاصل شود و قطعه بیش از حد داغ نشود. جریان جوشکاری معمولاً کمی بیشتر از جوشکاری نقطه ای معمولی است تا اتصال کوتاه جوش مجاور را جبران کند و قطعه کار غالباً با جریان هوا یا آب خنک میشود. در نوعی از این فرایند، یک جریان پیوسته از داخل دیسکهای دورانی عبور میکند تا یک درز پیوسته ایجاد گردد. این شکل از جوشکاری درز برای مواد نازک مناسب است، اما میتوان فلزات تا ۶ میلیمتر را نیز بهم متصل کرد. سرعت معمول جوشکاری برای ورق نازک حدود ۲ متر در دقیقه است.[5]
جوشکاری مقاومتی فرکانس بالا

جوشکاری مقاومتی لب به لب (resistance butt welding) یا جوشکاری مقاومتی فرکانس بالا (High-frequency resistance welding یا HFRW) مشابه جوشکاری درز است، با این تفاوت که از جریان متناوب الکتریکی با فرکانس بالا (تا ۴۵۰ کیلوهرتز) استفاده میشود. در فرکانسهای بالا، جریان فقط روی سطح ماده رسانا یا نزدیک آن جریان مییابد - هرچه فرکانس بیشتر باشد، عمق نفوذ پایینتر است.[5] یک کاربرد معمول آن ساخت لولههای درزدار فلزی است. در این روش، جریان الکتریکی از داخل دو کنتاکت لغزنده بر روی لبههای لوله خم شده توسط دو رول (غلتک) شکل دار عبور میکند و باعث ایجاد حرارت و جوش خوردن درز لولهها میشود. سپس هر گونه ماده مذاب اضافی جاری شده تراشیده میشود.[6]
جوشکاری تکمه ای مقاومتی
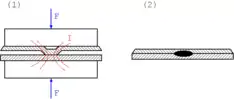
در یک عملیات تولید انبوه، جوشکاری نقطه ای معمولی با دو محدودیت قابل توجه روبرو است. از آنجا که الکترودهای کوچک هم جریانهای بالا و هم فشار مورد نیاز را تأمین میکنند، بهطور کلی الکترودها برای حفظ هندسه خود نیاز به توجه و بازرسیهای مکرر دارند. علاوه بر این، فرایند برای تولید همزمان فقط یک جوش نقطه ای طراحی شدهاست. در صورت نیاز به افزایش مقاومت، اغلب به چندین جوش نیاز است و این به معنای چندین عملیات است. جوشکاری تکمه ای یا پروجکشن (Projection welding یا RPW) روشی برای غلبه بر این محدودیتها است. در این روش برای انجام جوشکاری در محلی که قرار است جوش ایجاد شود یک فرو رفتگی در یکی از ورقها ایجاد میشود. دو قطعه کار سپس روی هم گذاشته شده و در زیر یک الکترود با مساحت زیاد قرار میگیرند و فشار و جریان اعمال میشود. از آنجا که جریان باید از طریق نقاط تماس (یعنی گودیها یا برجستگیها) جریان یابد، گرمایش در جایی که جوش مورد نظر است متمرکز میشود. با گرم شدن و خمیری شدن فلز، فشار باعث صاف شدن گودال و ایجاد جوش میشود.[7]
از آنجا که این برجستگیها توسط پرس بر روی ورقها ایجاد میشوند، معمولاً میتوان آنها را، بدون تحمیل هزینه اضافی در مراحل قبلی پرسکاری و بلنکینگ (فرایند برش قطعه خام از ورق فلزی توسط پرس) یا در طول عملیاتهای شکل دهی ایجاد کرد. همچنین میتوان آنها را با دقت بسیار زیاد بر روی ورق و همچنین نسبت به هم ایجاد کرد. به علاوه این برجستگیهای تکمه ای شکل میتوانند هر شکلی از قبیل دایره، بیضی، یا حلقوی داشته باشند. با این حال شکل باید به گونه ای باشد که مواد به سمت خارج این برجستگی جریان پیدا کنند. از آنجا که گرما فقط در محل تماس این برجستگیها متمرکز میشود میتوان ورقهایی با ضخامتهای کاملاً متفاوت را به هم جوش داد.[7]
مزایا و معایب جوشکاری مقامتی
فرایندهای جوشکاری مقاومتی دارای مزایای مشخصی هستند که گسترش فراوان آنها به ویژه در تولید انبوه شدهاست، از جمله:[8]
- سرعت آنها بسیار زیاد است.
- معمولاً میتوان تجهیزات را به صورت کامل اتوماسیون کرد.
- آنها باعث صرفه جویی در مواد میشوند، زیرا نیازی به فلز پرکننده (فیلر)، گازهای محافظ یا فلاکس ندارد.
- تاب برداشتگی قطعات در این فرایندها در اثر جوشکاری حداقل است.
- نیازی به اپراتورهای ماهر نیست.
- میتوان فلزات غیر همجنس را به هم جوش داد.
- میتوان به قابلیت اطمینان و تکرارپذیری بالا دست یافت.
محدودیتهای اصلی جوشکاری مقاومتی عبارتند از:[8]
- هزینه اولیه تجهیزات نسبتاً بالاست.
- در ضخامت ورقهایی که میتوان جوش داد محدودیت وجود دارد. (معمولا کمتر ۶ میلیمتر) همچنین در نوع جوش محدودیت وجود دارد. (اغلب فقط میتوان جوش روی هم (Lap Joint) داد) جوشهای روی هم معمولاً باعث افزایش وزن میشوند.
- برای اعمال نیرو یا فشار مناسب نیاز به دسترسی به دو طرف اتصال است.
- تمیز بودن سطوح الزامی است. برای برخی از مواد، سطح باید قبل از جوشکاری آمادهسازی ویژه ای داشته باشد. سطوح اکسید موجود بر روی آلومینیوم و فولاد زنگ نزن و پوششهایی مانند روی در فولاد گالوانیزه و سایر لایهها، بهطور کلی باید قبل از جوشکاری حذف شوند.
منابع
- Mikell P. Groover (۲۰۱۲). Fundamentals of Modern Manufacturing: Materials, Processes, and Systems (ویراست ۵). صص. ۷۷۶–۷۷۷. شابک ۱-۱۱۸-۴۷۶۵۵-۷.
- J. T. Black, Ronald A. Kohser (۲۰۲۰). DeGarmo's Materials and Processes in Manufacturing (ویراست ۱۳). John Wiley & Sons. صص. ۷۱۲. شابک ۱-۱۱۹-۷۲۳۲۹-۹.
- J. T. Black, Ronald A. Kohser (۲۰۲۰). DeGarmo's Materials and Processes in Manufacturing (ویراست ۱۳). John Wiley & Sons. صص. ۷۱۳. شابک ۱-۱۱۹-۷۲۳۲۹-۹.
- J. T. Black, Ronald A. Kohser (۲۰۲۰). DeGarmo's Materials and Processes in Manufacturing (ویراست ۱۳). John Wiley & Sons. صص. ۷۱۴. شابک ۱-۱۱۹-۷۲۳۲۹-۹.
- J. T. Black, Ronald A. Kohser (۲۰۲۰). DeGarmo's Materials and Processes in Manufacturing (ویراست ۱۳). John Wiley & Sons. صص. ۷۱۵–۷۱۶. شابک ۱-۱۱۹-۷۲۳۲۹-۹.
- Serope Kalpakjian, Steven R. Schmid. Manufacturing Engineering and Technology (ویراست ۵). Prentice Hall. صص. ۹۰۹. شابک ۹۸۱۰۶۸۱۴۴۵.
- J. T. Black, Ronald A. Kohser (۲۰۲۰). DeGarmo's Materials and Processes in Manufacturing (ویراست ۱۳). John Wiley & Sons. صص. ۷۱۷. شابک ۱-۱۱۹-۷۲۳۲۹-۹.
- J. T. Black, Ronald A. Kohser (۲۰۲۰). DeGarmo's Materials and Processes in Manufacturing (ویراست ۱۳). John Wiley & Sons. صص. ۷۱۸. شابک ۱-۱۱۹-۷۲۳۲۹-۹.