سابپاشی
فرایندی که در آن ذرات ساینده تحت فشار هوا روی سطح قطعات فولادی پاشیده میشود تا برای رنگکاری آماده شوند سابپاشی (به انگلیسی: Abrasive blasting) نام دارد.[1]
نوعی از سابپاشی که در آن تمیزکاری سطح فلز از طریق پاشیدن جریانی پرسرعت از ماسه یا ماده ساینده دیگر صورت میگیرد را شنزنی (سندبلاست) میگویند.[2]
شنزنی به این صورت است که ماسههای ساینده که عمدتاً از جنس سیلیس و اکسید فلزات با اندازههای مختلف هستند با استفاده از فشار باد کمپرسور شتاب گرفته و بر روی سطح قطعه پاشیده میشوند. با استفاده از شنزنی میتوان عملیات زنگزدایی، ماسهزدایی و رنگبرداری سطوح داخلی و خارجی قطعات یا صیقل دادن را انجام داد. تمیزکاری انواع قالبهای صنعتی، زبر کردن سطوح قطعات (با استفاده از سایندههای مخصوص) جهت بهینه انجام شدن عملیات لعابکاری و تفلون کاری برای ماندگاری و کیفیت بهتر نیز از دیگر کاربردهای شنزنی است. شنزنی همچنین در آماده کردن سطوح قطعات جهت انجام انواع آبکاریهای صنعتی، تزئینی یا رنگ مورد استفاده قرار میگیرد. حک کردن نوشته و نقوش مختلف و گودبرداری یا برجستهکاری آنها بر روی سطوح شیشهای، چوبی، امدیاف، کاشی، سرامیک و طلق که بیشتر برای انجام امور تجاری و تبلیغاتی و تزئینات دکور مورد استفاده میباشد، نیز از دیگر موارد کاربرد شنزنی است.
وت بلاست
روند کار در این روش پاشش مواد ساینده مخلوط شده با آب به وسیلهٔ هوای فشرده یا سیستمهای ویل بلاست است که عموماً این تکنیک با انرژی هوای فشرده بکار میرود. کاربردیترین دستگاههای وت بلاست، دستگاههای وت بلاست پرتابل و سیار هستند، که عمدتاً برای آمادهسازی سطوح قطعات با ابعاد بزرگ و غیرقابل حمل مورد استفاده قرار میگیرند. غبار منتشره عملیات بلاستینگ که از برخورد مواد ساینده به سطح و خردایش آنها به وجود میآید در این روش تا ۹۰٪ رفع میگردد.[3]
ساچمهزنی
ساچمهزنی یا شاتبلاست به معنی پرتاب ساچمه فولادی است. دو نوع دستگاه ساچمهزن با سامانههای پاشش ساینده وجود دارد:
۱- هوازنی (ایربلاست)، ۲-دستگاههای ساچمهزنی توربینی
۱- هوازنی:
در این دستگاهها ساچمههای فولادی به وسیلهٔ نیروی هوای فشرده شتاب گرفته و بر روی سطوح مورد نظر پاشیده میشوند. دستگاههای فوق بیشتر برای انجام عملیات پاشش و تمیزکاری بر روی قطعات خاص یا موضع خاصی از یک قطعه یا انجام عملیات خاص پاشش کنترل شده در صنعت مورد استفاده قرار میگیرند.
۲-دستگاههای ساچمهزنی توربینی:
در این دستگاهها دیگر خبری از هوای فشرده و مزایا و معایب آن نیست و سیستم پرتابکننده ساینده یک فلکه دوار است که با سرعت حول یک محور میچرخد. ساچمههای فولادی از دریچه مخصوصی تحت زاویه و دبی معین وارد این فلکه میشوند و بر روی سطح مورد نظر پرتاب میشوند. دستگاههای فوق بیشتر برای انجام عملیات تمیزکاری و آمادهسازی سطوح در تعداد و سطوح بالا مورد استفاده قرار میگیرند.
سند بلاست
پیدایش سند بلاست
تاریخچه هرچیزی را داستان چگونه پدیدار شدن آن میسازد و تاریخچه سندبلاست را داستانی میسازد که قهرمانش جنرال بنجامین تیلگمن است؛ ماجرا از این قرار است که روزی جنرال بنجامین تیلگمن (مخترع اولین دستگاه سندبلاست)، در کلبه چوبی خود در قرارگاهی نظامی مشغول استراحت است که در آن محل طوفان شن رخ میدهد. بنجامین پس از تمام شدن طوفان، میخواهد از پنجره اتاق خود به بیرون نگاهی بیندازد که مسئلهای پیش پا افتاده توجه او را از طوفان شن به شیشه پنجره اتاقش جلب مینماید؛ شیشه اتاق در اثر برخورد ذرات شن در طی طوفان، مات شده و این مسئله ای است که بنجامین را به فکر وامیدارد تا جرقه اختراع وسیلهای که با آن بتوان ذرات شن را با سرعت زیاد بر روی سطح قطعات پرتاب کرد در ذهن او شکل بگیرد و اولین دستگاه سندبلاست جهان اختراع شود؛ دقت مثال زدنی جنرال آمریکایی خدمتی بزرگ را به جامعه بشریت عرضه میدارد و او را به مردی بزرگ و پدر سندبلاست جهان تبدیل میکند؛ او با دقت در این پدیده ساده اما مهم و کشف روش سندبلاست توانست روش قدیمی تمیزکاری و آمادهسازی سطوح را که در بسیاری از موارد گران و غیرممکن بود کنار گذارد و سندبلاست را به عنوان فرایندی باصرفه، کارآمد و پربازده به جهانیان معرفی کند.
سند بلاست چیست؟
بهطور کلی فرایند پرتاب ماسه و شن با فشار بسیار زیاد هوا را سندبلاست گویند.
ماده اصلی عملیات سندبلاست را سایندهها تشکیل میدهند؛ سایندهها مواد نسبتاً یکنواخت و کوچکی از جنس شن و ماسه هستند که بسته به نوع سازه در اندازه سختی و شکلهای هندسی متفاوتی به کار گرفته میشوند؛ امروزه به دلیل پدیدار شدن بیماری ریوی سیلیکوزیس که از استنشاق طولانی گرد و غبار حاصل از شن و ماسه در بدن به وجود میآید از مواد جایگزین مانند سرباره آهن، سرباره مس، پوسته گردو و حتی در مواقعی از پوسته نارگیل استفاده میشود.
تجهیزات عملیات سندبلاست معمولاً سه بخش اصلی کمپرسور هوا، دیگ سندبلاست و نازل سندبلاست را شامل میشود.
سندبلاست عمدتاً برای رسیدن به دو هدف زیر صورت میگیرد
- تمیزی سطوح و زدودن آلودگیهای چسبیده به سطح
- ایجاد زبری در سطوح برای چسبندگی پوششهای اعمال شونده
فرایند اجرای عملیات سند بلاست
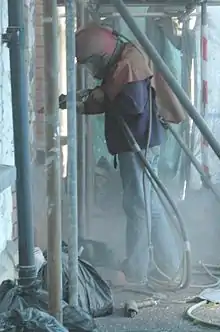
انجام عملیات سندبلاست نیاز به ابزار، تجهیزات و متریال مخصوص و کاربر آموزش دیده و مجرب دارد تا علاوه بر استفاده بهینه و صحیح از تجهیزات، ایمنی نیز رعایت گردد؛ همچنین سندبلاست کار باید از وسایل و تجهیزات ایمنی مناسب از قبیل دستکش، عینک، ماسک دهان و بینی و لباس کار مخصوص سندبلاست استفاده نماید تا در برابر خطرات و اتفاقات احتمالی کمترین صدمات را متحمل شود. البته در فضاهای بسته مانند مخازن حتماً از لباس و کلاه سندبلاست مجهز به اکسیژن استفاده میشود تا سندبلاست کار بتواند بدون نگرانی از آلودگی محیط و عوارض بعدی کار خود را به بهترین نحو انجام دهد.
برای شروع اجرای سندبلاست نیاز به یک دستگاه کمپرسور هوا به منظور تولید هوای فشرده (برای پاشیدن مواد ساینده بر روی سازه) میباشد. در فرایند سندبلاست، هوای فشرده از اهمیت زیادی برخوردار است بهطوریکه سندبلاست از لحاظ کیفی و کمی ارتباط مستقیمی با فشار هوایی دارد که کمپرسور هوا تولید میکند. فشار هوا مناسب جهت اجرای عملیات سندبلاست ۷ بار یا 105 psi میباشد که به وسیله شلنگ فشارقوی هوا به دیگ سندبلاست منتقل میشود. همانطور که توضیح داده شد دیگ سندبلاست در سایزهای مختلفی وجود دارد که سایز متوسط آن که بیشتر هم مورد استفاده قرار میگیرد ۳۰۰ لیتر گنجایش دارد. پس از انجام امور آمادهسازی تجهیزات و کاربران میبایست مواد ساینده را داخل دیگ سندبلاست ریخت؛ روش کار به این ترتیب است که فشار هوای تولید شده توسط کمپرسور هوا به وسیله اتصالات بخش زیرین دیگ سندبلاست با سرعتی زیاد و به صورت مستقیم به سمت شلنگ سندبلاست هدایت میگردد و سبب ایجاد خلاء در قسمت زیرین دیگ سندبلاست میشود و مواد ساینده را مکش کرده و مخلوط هوا و ماسه را به سمت نازل سندبلاست با فشار و سرعتی بیش از ۸۰۰ کیلومتر در ساعت به سمت سطوح سازه پرتاب میکند تا منجر به سایش سطوح و زنگ زدایی یا برداشتن رنگهای قدیمی و فرسوده شود.
اجرای سریع و با کیفیت عملیات سندبلاست علاوه بر رعایت و توجه به نکات بالا نیاز به یک اپراتور یا همان سندبلاست کار کارآزموده نیز دارد تا طریقه استفاده از نازل سندبلاست (زاویه و فاصله نازل با سطح سازه) را بسته به شکل و نوع قطعات بداند و برای بهکارگیری آنچه میداند تبحر و تخصص کافی را داشته باشد؛ بهطورکلی و از باب مثال چنانچه رنگ و مواد اضافی (ناخالصیها) روی سطح سخت نباشد، فاصله نازل تا سطح، بین ۴۰ تا ۵۰ سانتیمتر و زاویه پاشش ۷۰ تا ۷۵ درجه مناسب است؛ هرچه سختی ناخالصیهای سطح بیشتر باشد فاصله نازل تا سطح کمتر و زاویه آن با سطح بیشتر میشود تا جایی که فاصله به ۲۰ سانتیمتر و زاویه به ۹۰ درجه میرسد.
طبق مطالب مذکور میتوان گفت اصول صنعت سندبلاست بر پایه هوای فشرده و مواد ساینده بنانهاده شدهاست که هرکدام با شرایط خاصی که در زیر به آن اشاره شده به کار گرفته میشوند.
هوای فشرده باید کاملاً خشک و عاری از رطوبت و هرگونه چربی باشد. همچنین فشار هوا باید ۷ بار باشد که چنانچه کمتر از ۷ بار باشد سرعت اجرای سندبلاست کاهش یافته و چنانچه این مقدار از ۷ بار تجاوز کند باعث آسیب رساندن به سطح فلز و خورد شدن ماسه میشود.
مواد ساینده باید سخت، زاویه دار (هندسی) عاری از گرد و غبار، خاک و مواد آهکی باشند. اندازه ذرات ساینده میبایست نسبت به سطح انتخاب شود؛ بهتر است ماسه اندازه و شکل یکنواختی داشته باشند.
شات بلاست
دستگاه شات بلاست.
شات پلاست چیست؟
شات بلاست به معنی مورد حمله قرار دادن سطحی از یک ماده به وسیلهٔ پرتاب ساچمه است. هنگامی که عمل شات بلاست انجام میشود مقداری از سطح بیرونی ماده مورد نظر برداشته میشود و به اصطلاح شات میشود. عمل شات بلاست تقریباً در تمامی صنایعی که با فولاد سرو کار دارند از جمله هوا فضا، اتوموبیل سازی، عمران، کشتی سازی، ریلسازی و خیلی دیگر استفاده میشود.
ساچمهای که برای عملیات شات بلاست مورد استفاده قرار میگیرد از جنسهای مختلفی میتواند باشد. از جملهٔ شن، ساچمههای فولادی کروی کوچک به قطرهای گوناگون، گرانول سیلیکون کاربید و …. وسیلهای که برای پاشش ساچمه یا همان عمل شات بلاست مورد استفاده قرار میگیرد هم میتواند مانند یک تفنگ باشد که شخص آن را در دست میگیرد و اقدام به عمل شات بلاست میکند و هم میتواند به صورت دستگاهی باشد که با قرار دادن قطعه مورد نظر در آن دستگاه به کمک توربین اقدام به پاشش ساچمه یا همان شات بلاست میشود.
هدف از انجام شات بلاست
بهطور خلاصه این کار باعث برطرف کردن عیبهای سطحی از جمله زنگ زدگی و رنگهای باقیمانده روی قطعه میشود. همچنین یکی از موارد عمدهٔ استفادهٔ شات بلاست بر طرف کردن سطح ناهموار قطعههای ریخنهگری شده است. در نتیجه قطعه شات بلاست شده آماده انجام کارهای بعدی از جمله رنگ کاری، آبدهی یا تراشکاری میشود. بهطور همزمان شات بلاست باعث بر طرف کردن عیوب سطحی از جمله خوردگی و ریز ترک میشود و با بر جای گذاشتن تنش پسماند روی سطح قطعه باعث افزایش عمر قطعه میشود.
تفاوت شات بلاست و سند بلاست
تفاوت سندبلاست و شات بلاست به این صورت میباشد که در روش سندبلاست به این صورت است که ماسههای ساینده که عمدتاً از جنس سیلیس – مسباره و اکسید فلزات هستند با استفاده از فشار باد کمپرسور شتاب گرفته و بر روی سطح قطعه پاشیده میشوند.
شات بلاست
در این تکنیک (شات بلاست) ساچمههای فولادی (کروی و شکسته) یا شات و گریت فولادی با استفاده از هوای فشرده یا توربین، شتاب گرفته و بر روی سطوح قطعات عموماً فلزی پرتاب میشوند.
برخورد مداوم ساچمههای فولادی در این تکنیک اجرای عملیات زنگ زدایی، ماسه زدایی از قطعات ریختهگری، رنگ برداری، پوسته زدایی از قطعات فورج، شات پینینگ و تنش زدایی از قطعات صنعتی را میسر میسازد.
عمدهترین سیستم پاشش در تکنیک شات بلاست توربین گریز از مرکز پاشنده یا wheel blaster میباشد که در کلاس کاری صنعتی، صرفه جویی در هزینههای بلاستینگ را برای کاربران خود فراهم میکند.
منابع
- افضلی، محمدرضا، فرهنگ مهندسی مکانیک، انگلیسی-فارسی، تهران: فرهنگ معاصر، ۱۳۸۶
- همان منبع.
- صنعت خلیج (۲۰۱۶/06/۱۴). «سندبلاست». سند بلاست. تاریخ وارد شده در
|تاریخ=را بررسی کنید (کمک)